Choose timezone
Your profile timezone:
The Technical Program can be accessed via the Timetable Views on the left.
Any individual presenting at and/or attending CEC/ICMC 2019 must be a registered participant. Click here for registration information.
If you have a presentation, you must first login via the upper right corner; then and click on “My Contributions” below “Presentation(s)”.
All presenters are encouraged to upload an electronic copy of their poster in .PDF format prior to their presentation at the scheduled CEC/ICMC’19 session. Presenters of oral talks MUST ALSO submit their presentation file to the Speaker Ready Room one (1) day prior to their scheduled presentation.
Session ID’s & Presentation ID’s
The first character of the session ID, C or M, represents the Conference designation, C for the CRYOGENIC Engineering Conference (CEC), M for the International Cryogenic MATERIALS Conference (ICMC). The second character, 1, 2, 3 or 4, denotes the day of the Conference: Monday, Tuesday, Wednesday or Thursday. The third and fourth characters (Or or Po) indicate whether the presentation is in an oral or poster session. The fifth character represents the morning or afternoon time slot and the last character, A-G, differentiates the sessions on a given day. The presentation ID consists of the session ID plus the order within the session. Session ID examples are: C1Po1A (CEC Poster on Monday); M1Or1A (ICMC Oral on Monday). Presentation ID examples are: M1Or1A-01; C1Po1A-01.
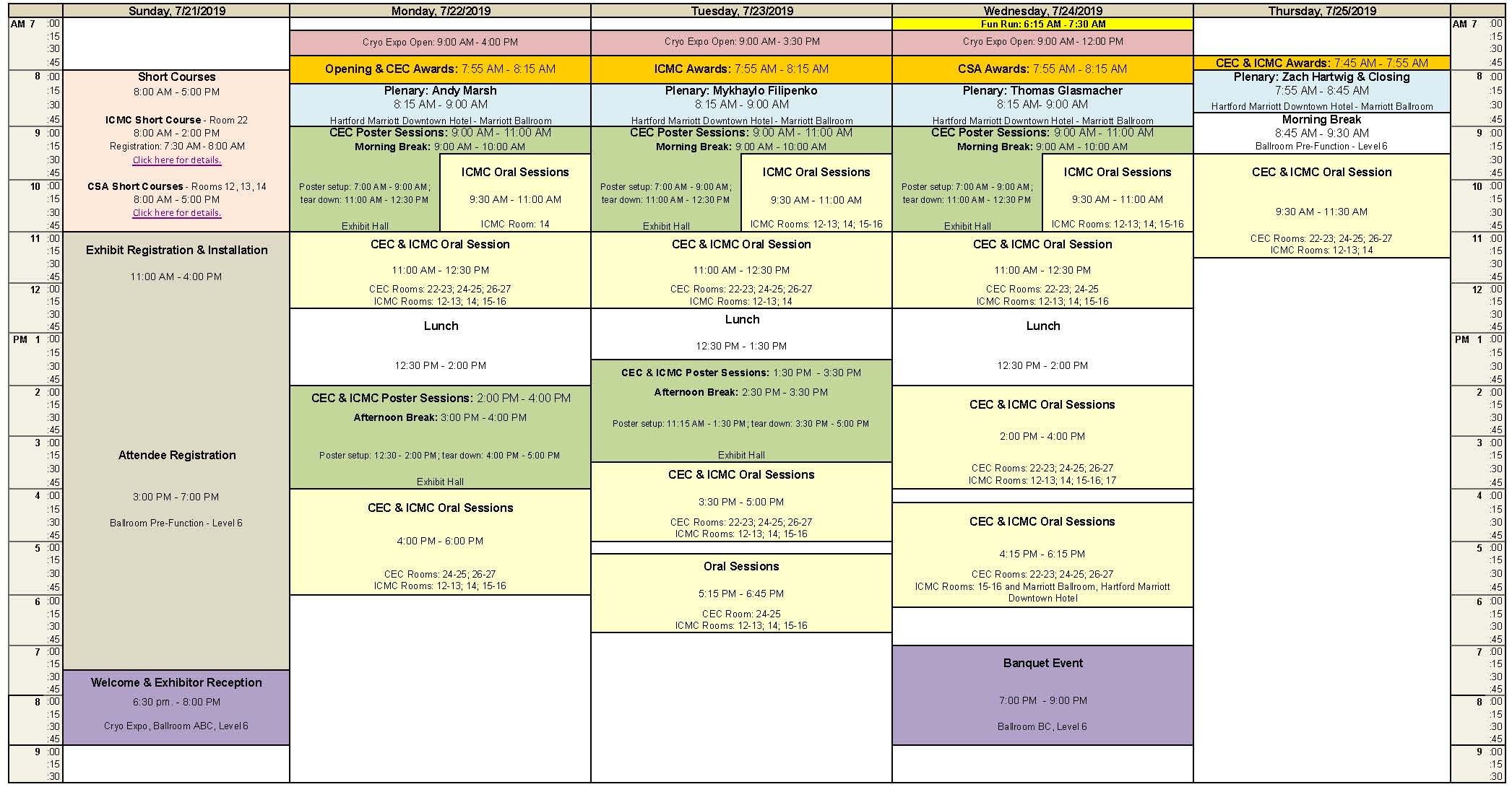
Click on the image below to download the Schedule at a Glance in PDF format.
All other conference information can be found on the CEC/ICMC'19 website at http://www.cec-icmc.org.
Visit https://www.cec-icmc.org/csa-short-courses/ for details.
Visit https://www.cec-icmc.org/conference-program/icmc-short-course/ for details.
McKinsey has estimated that hydrogen could account for one-fifth of the total energy consumed by 2050. In 2030 it is envisioned that over 10-15 million automobiles and 500,000 commercial vehicles could be powered by hydrogen. Liquid hydrogen is potentially very attractive for fuel delivery as well as on-board vehicle usage in the transportation segment. There are challenges today including storage costs, evaporation rate, energy consumption and safety in deploying liquid hydrogen. This talk will explore the opportunities for liquid hydrogen in mobility as well as the challenges facing engineering companies today in deploying liquid hydrogen in the transportation segment.
https://whova.com/portal/webapp/cecic_202107/Artifact
A cryogenic expander for hydrogen liquefier with active magnetic bearings and an eddy current brake was designed and will be made and tested. The shaft design and strength review is very important factors for the turbine since it affects the performance and safety of the expander significantly. In order to product lower temperature hydrogen, the liquefier needs a very small and high-speed turbo-expander. But there are few studies of expander with both active magnetic bearings and eddy current brakes. In this study, the speed of the turbine is up to 100000 rpm. Its cooling power is 3kw. The inlet pressure is 1Mpa and the outlet pressure is 0.8Mpa.Under this condition, the turbine was designed and the simulation was done via COMSOL Multiphysics.
The numerical simulation included solid blades with four different leading-edge thicknesses and four different leading-edge geometries. One of the geometries was square, one was ellipse a(ellipse ratio is 1), one was ellipse b(ellipse ratio is 2), and the other was ellipse c(ellipse ratio is 3). The four thicknesses were 0.7mm, 0.6mm, 0.5mm, 0.4mm. The results show increased efficiency loss for increased leading-edge thickness for square geometry. For ellipse geometries, there was no significant difference when the leading-edge thickness changed at the positive incidence range. For the same leading-edge thickness(0.7mm), square leading-edge caused more loss than ellipse leading-edge. For square geometry, the optimal incidence angle was about -8 degree(0.7mm). For ellipse geometries, the optimal incidence angle was about -30 degree(0.7mm). And with the decrease of leading-edge thickness, the square's optimal incidence angle was toward to zero degree, the ellipse's optimal incidence angle was toward to larger negative angle.
Cryogenic helium turbine expander is a core component of large helium refrigerators and liquefiers. Two-stage cryogenic helium turbine expanders are designed for 250W@4.5K helium refrigerator. One-dimensional design have been done based on the parameters calculated by the process. According to the geometric parameters calculated by the one-dimensional design, a new modeling method is adopted to design the blade shape of the expander. The two stage turbine expander are successfully applied to 250@4.5K helium refrigerator, and the efficiency of the two expander are higher than 65%.
Absrtact: The influence of the number of grooves, the spiral angle, the groove depth, the ratio of length and width of spiral-groove thrust bearing on bearing capacity is analyzed by using fluent fluid computing software, and the influence of two new parameters---slope angle and internal spiral line---on load capacity of spiral-groove thrust bearing is also simulated, the parameters of spiral groove gas bearing are optimized to solve the maximum load capacity gas-lubricated spiral-groove thrust bearing. The results show that there is an optimal value for slope angle and internal spiral line to maximize the load capacity.
Key words: spiral groove; conventional parameters, the slope angle, the internal spiral line, load capacity
Most laboratory scale helium plants use pressurization of the storage Dewar to achieve the subsequent transfer of the liquefied helium. The unavoidable throttling in the transfer line in combination with cold gas displacement leads to high flash gas losses of up to 30 % of the transferred helium. Furthermore, filling rates are limited. A transfer pump in combination with a double-flow transfer line can overcome these shortcomings. A test setup was established between two mobile Dewars. This allows assessing basic performance parameters of the pump. An overview of the setup and first measurement results are presented.
Electric propulsion systems with MW-class output power density are expected to reduce fuel consumption of the current passenger aircrafts. In this scheme, motors and generators should have an output of 4000-30000 hp and capable of high-speed rotation. A high-temperature superconducting motor fitted with an adequate cooling system has the potential to achieve the requested efficiency and high-power density. The cooling system is required to maintain the operating temperature under high-speeds, over 1000 rpm. The cryo-rotary joint is an integral part of the cooling system as it is necessary to provide refrigerant to the evaporator in the rotor. However, the cryo-rotary joint generates heat as a function of rotating speed. The heat is significant at high-speeds and it affects to both efficiency and the cooling system. To solve this problem, we developed the cryo-rotary joint which has a structure to suppress the heat generation. The new cryo-rotary joint was installed for a neon thermosyphon cooling system to evaluate its performance at speeds up to 1000 rpm.
Robotic Refueling Mission 3 (RRM3) is an external payload on the International Space Station (ISS) to demonstrate the techniques for storing and transferring a cryogenic fuel, specifically methane, on orbit. The RRM3 Source Dewar was filled with ~19 kg (~42 liters) of liquid methane on October 28, 2018 and has been maintained with zero boil-off using a mechanical cryocooler since that time. RRM3 was launched from the Kennedy Space Center on SpaceX Commercial Resupply Service (CRS) 16 on December 5, 2018 and berthed on the ISS Express Logistics Carrier on December 15. Methane is transferred from the Source Dewar to a Receiver Dewar through one of three transfer lines—one hardline that was established when the system was built and two flexible lines that will require robotic operation prior to the transfer. RRM3 was designed and built at NASA Goddard Space Flight Center (GSFC). Initial testing was performed at GSFC using liquid nitrogen and liquid argon. Final testing and flight fill of methane was performed at the NASA Kennedy Space Center (KSC) because KSC has the necessary facilities and expertise for handling a combustible cryogen. This paper gives an overview of the process and challenges of developing the payload and the results of its on-orbit performance.
Growing interest in liquefied natural gas (LNG) as a rocket fuel necessitates a greater technical understanding of the compositional changes due to preferential boil-off (or weathering) that occurs during long duration storage. The purity of methane in LNG can range from 90 to 98%, and is subject to preferential boil-off due to its low boiling point compared to other constituents despite the use of high-performance thermal insulation systems. Active heat extraction (i.e. refrigeration) is required to completely eliminate weathering. For future operational safety and reliability, and to better understand the quality and efficiency of the LNG as a cryofuel, a 400-liter Cryostat vessel was designed and constructed to measure the composition and temperatures of the LNG at a number of different liquid levels over long durations. The vessel is the centerpiece of a custom-designed lab-scale integrated refrigeration and storage (IRaS) system employing a G-M cryocooler capable of roughly 300 W of lift at 100 K. Instrumentation includes ten temperature sensors mounted on a vertical rake and five liquid sample tubes corresponding to five liquid levels. Two modes of operation are studied. The first is without refrigeration in order to determine a baseline in the change in composition, and to study stratification of the LNG. The second is performed with the cryocooler active to determine the operational parameters of the IRaS system for eliminating the weathering as well as stratification effects in the bulk liquid. The apparatus design and test method, as well as preliminary test results are presented in this paper. As a bonus in cost-saving and operational efficiency, the capability of the IRaS system to provide zero-loss capabilities such as zero boil-off (ZBO) keeping of the LNG and zero-loss filling/transfer operations are also discussed.
Acceleration variation in low-gravity environment could significantly affect propellant slosh as well as thermodynamic behaviors inside cryogenic tank of vehicle upper stage. To realize reliable space management of cryogenic propellant, liquid-gas interface movement and deformation as well as associated pressure evolution during the slosh process should be understood previously. In the present study, a 3-D computational fluid dynamics (CFD) model based on FLUENT software is introduced to assist the slosh analysis. The interface variations under different gravity changes are simulated, and interface oscillation damping features for both of smooth tank and baffle tank are compared and presented. The results show that the baffles indeed suppress interface slosh amplitude under relatively high gravity level, while the baffles effect is reduced under low-gravity condition. Moreover, when liquid level is higher than the top baffle position, the baffles could not suppress the slosh apparently. If the propellant tank experiences a sudden change from a high gravity to the microgravity level, extra contact between cold liquid and hot ullage-adjacent wall could bring about remarkable heat transfer and liquid evaporation, which further suppress the depressurization behavior in the beginning of ballistic period. In general, the present study could present the fluid behaviors and thermodynamic characteristics inside the cryogenic tank under slosh conditions, and the results could provide a reference for space propellant management and sequence setup.
The continuously rotational mechanism is one of key devices to holds a sapphire half wave plate (HWP) in a polarization modulator of a LiteBIRD satellite. Due to the system requirement, the HWP has to be kept at the cryogenic temperature while it is spinning. Thus, we employ a superconducting magnetic bearing (SMB) and AC synchronous motor, contactless rotational mechanism, to achieve the continuous rotation at the temperature range about 10 K. While we can minimize the frictional heat loss, an estimation of heat dissipation to this contactless rotor is important to predict how much the HWP temperature rises during its rotation. For an estimation of heat dissipation, we conduct two types of experiments in order to establish the thermal simulation model equivalent to the flight model in size. One is the experiment to estimate a thermal contact conductance s between the rotor and the cryogenic rotor holder mechanism. In this experiment, the rotor levitates still over a SMB with a heater and a thermometer mounted on the rotor, and thus we can apply a known Joule heat input. Then the rotor is grabbed through the cryogenic rotor holder mechanism. The other experiment is to monitor the difference of the temperature before and after the rotor rotation. We further monitor the transient temperature profiles of the holder mechanism after the rotor is gripped. The rotational time is related to the heat dissipation to the rotor because the heat dissipation is attributed to two kinds of energy losses: a magnetic hysteresis and induced eddy currents on metal parts of the rotor. Finally, we make a comparison between the thermal model and the experimental result and estimate the heat dissipation to the rotor during its spinning.
Rapid change in fluid flow conditions, whether purposeful or accidental, may result in the generation of a pressure spike in the fluid flow system followed by oscillations of pressure which is known as the fluid transient/fluid hammer. The maximum amplitude of these oscillations may go beyond the safe operating limits of the system producing detrimental effects on pipelines, valves, pumps and other fluid network devices. Sometimes, the system pressure may also go below the vapor pressure of the fluid due to oscillating behavior of the wave which results in cavitation. Hence, it is essential to consider the effect of fluid transients for the correct design of the cryogenic propellant feed system of space launch vehicles which involves rapid closure and the opening of valves.
In the current work, a mathematical model is formulated using the Method of Characteristics to predict fluid transients occurring due to sudden closure and the opening of the valve in the cryogenic propellant feed system. Various unsteady friction models are incorporated in the mathematical model to study the effect of friction on dampening of the pressure wave. The applicability of the developed model is evaluated by comparing its predictions with the results available in the literature. It is observed from the current study that the first peak of the pressure oscillations can accurately be simulated with steady/quasi-steady friction, but the prediction of precise attenuation of pressure wave requires the inclusion of unsteady friction term.
Simulations on self-pressurization and thermal stratification in cryogenic propellant storage tanks have been widely conducted in the literature. However, for the applications on orbit, the heat flux entering the tank could be non-uniform as the solar radiation angle varies, which may result in deviation of the behavior of pressurization and thermal stratification from regular conditions. That is, the knowledge on uniform heat load situations may not be applicable to practical ones. Moreover, few experimental studies on the non-uniform heating effect are available in the literature. In the present study, a ground experimental system has been established to investigate the self-pressurization and thermal stratification behaviors of liquid nitrogen with various fill-level under non-uniform heat leakage conditions. The comparative heat flux application modes include liquid-wetted-surface heating only, semi-liquid-wetted-surface heating, ullage-wall-surface heating only, semi-ullage-wall-surface heating, semi-liquid-semi-vapor surface heating, and all-liquid-vapor- surface heating. The fill-level of liquid nitrogen ranges from 30% to 90% for each mode. The pressurization rates and the temperature profiles within the liquid and ullage are both recorded and compared. Mechanism of the effects are discussed in perspective of cryogenic fluid convection.
Ranque Hilsch vortex tube is commonly used with compressed air at atmospheric temperature for refrigeration purpose in various industrial applications. Literature shows that vortex tube can also be used as a potential device to separate compressed partially condensed air at cryogenic temperature into its main constituents – oxygen and nitrogen. When compressed partially condensed air is used as the working fluid, both energy separation and phase separation occur in the vortex tube. Due to turbulent mass transfer between the liquid phase and the vapor phase of air inside the tube, oxygen rich fluid stream comes out from the hot outlet and nitrogen rich fluid stream comes out from the cold outlet of vortex tube. Cryogenic vortex tube can be a potential device for use in an in-flight air collection and enrichment system of air breathing propulsion. However, literature on the CFD analysis of vortex tube with two-phase air flow at cryogenic temperature is very limited.
In this work, CFD simulation is conducted using the CFD software FLUENT to investigate energy separation and phase separation in vortex tube with partially condensed air at cryogenic temperature using the Eulerian multiphase model. Flow parameters inside the vortex tube operating with two-phase air are investigated and compared with those obtained for single phase vortex tube flow. Temperature separation with two-phase air is found to be less than that with the gaseous air. A thin layer of liquid is observed near the wall of the vortex tube in case of two-phase flow indicating phase separation in the vortex tube. Liquid mass fraction at the hot outlet is seen to be higher than that at the inlet. This indicates to oxygen enrichment of air at the hot outlet, because oxygen concentration is higher in the warmer liquid phase due to its lower volatility than nitrogen. Flow through the cold outlet is found to be predominantly gaseous with negligible liquid mass fraction, which indicates to nitrogen rich flow through the cold outlet.
Aerojet Rocketdyne’s 2033 Fast Conjunction Vehicle Concept to get to Mars is split into five segments: Deep Space Habitat, Inline Stages 1-3 and Core Stage. The three Inline Stages are propellant tanks carrying 19,205kg of liquid hydrogen (LH2). The Core Stage contains a smaller propellant tank of 14,084kg of LH2, a radiation attenuator and three nuclear thermal rocket engines. Each individual segment requires its own SLS rocket launch and will be launched every 180 days. Each segment will orbit around the moon—Near Rectilinear Halo Orbit (NRHO). NASA chose NRHO based on its low orbital stationkeeping and low thermal influence. The Inline Stage 1 is the first LH2-containing segment to reach NRHO with a loiter period of 905 days. Heat loads are of critical importance when storing LH2 due to its low boiling point. Venting the boiled LH2 is not an option for a mission of this length, which is why cryogenic fluid management (CFM) systems of passive and active cooling techniques need to work together to ensure zero boil-off. Several CFM systems will be simulated with one particular configuration involving lightweight, highly effective sun shades. Sun shades are deployable, radiation reflective shields that intercept incoming thermal radiation. Multiple sun shades can be stacked together and angled to allow thermal radiation between shields to reflect outward to space. A 2016 study showed that a two-stage cryocooler requires less mass and energy than a single-stage for large tanks due to the increase in heat load. By implementing one to many sun shades in-between the spacecraft and the sun, perhaps a single stage cryocooler configuration would be more advantageous—shown in the same 2016 study when looking at small tanks. Software tools such as Systems Modeling Language, MATLAB, Systems Tool Kit, and Model Center collaborate together to resolve this hypothesis.
Our research group has developed a kW-class Stirling cryocooler. The Stirling cryocooler adopts a ‘gamma-type’ configuration operated with a linear compressor. The cold-end of the Stirling cryocooler is equipped with a heat exchanger that can accept and eventually liquefy natural gas (NG). The liquefied natural gas (LNG) is stored in an auxiliary reservoir. In this research paper, the experiments as a proof of concept has been carried out. The Stirling cryocooler has been sorely tested prior to adopting the heat exchanger as the aforementioned above. It has been confirmed that the Stirling cryocooler can exert over 1 kW cooling capacity at 110 K cold-end temperature with 9 kW compressor input. This research paper mainly focuses on (1) relevant technical issues during the cooler development process and (2) demonstrating the liquefaction of argon gas (instead of using NG for the sake of safety regulation). The system presented in this paper, therefore, can be a good candidate for a small-scale liquefier does not require oil-involved maintenance.
This paper describes the cooling performance test of a free piston Stirling cryocooler accompanied by a double acting linear compressor. Although, the aforementioned Stirling cryocooler had originally been subjected to 77 K applications, i.e. liquid nitrogen (LN2), in this research, we have tried to figure out the cooling performance of the Stirling cryocooler operating above-110 K temperature range. The relevant targets are as the follows, i.e. high temperature superconducting (HTS), liquid natural gas (LNG) re-liquefaction and industrial ultra-low freezer applications. During the experiments, the instantaneous pressures, displacement of the piston and the displacer, current and voltage have been acquired as the cold-end temperature varied from 110 K to 190 K. The Stirling cryocooler has recorded the Carnot COP to be 25%, 27%, 28% and 29% at the cold-end temperatures of 110 K, 120 K, 150 K and 190 K, respectively. In this research paper, all the physical variables will extensively be analyzed by a ‘dynamic model’ and the relevant operational issues will also be discussed.
In this paper, a high efficiency and low vibration stirling cryocooler has been designed and manufactured. The high efficiency compressor implementing the technology of dual opposed moving magnet motor and flexure bearing has been optimized to drive pneumatically a stirling cold finger also implementing flexure bearing technology. Through theoretical study and experimental study, the cryocooler can reach performance of 3W/80K under 60 WAC of electrical power. The vibration of compressor is suppressed by reducing the weights of moving-masses and controlling the process of assembling. The vibration suppression of the cold finger is implemented in terms of a mass-spring passive balancer. The vibrations of compressor and the cold finger could be decreased to below 5.6 mg and 1.9 mg respectively under the above solutions.
The Vuilleumier (VM) cycler was first invented in 1908 and the Vuilleumier-type (VM-type) cryocooler has been developed over 100 years up to now. The VM-type cryocooler is driven by a thermal compressor and it inherits the advantage of compactness and high theoretical efficiency from the traditional Stirling-type cryocooler. It has been a current hotspot in regenerative mechanical cryocooler because the relative studies have proved its great potential to work at liquid helium temperature. In this paper, the research progress of the 4K VM-type cryocooler was showed. The detailed comparison in performance and working pattern between three different types of 4K VM-type cryocooler including VM displacer-type cryocooler, VM hybrid pulse tube cryocooler and VM-type pulse tube cryocooler is carried out. The further application prospect of the 4K VM-type cryocooler has been presented.
The double stage Vuilleumier type pulse tube cryocooler (VM-DPTC) is a novel kind of 4K-class pulse tube cryocooler driven by thermal compressor. Besides its compact size and low-frequency working pattern eliminating the moving parts in cryogenic temperature (<77K) will improve the working stability and reduce the inherited losses. To design a proper 4K double stage pulse tube cryocooler under a certain thermal compressor, a numerical model based on Sage 10 software is established. The geometry of the pulse tube cryocooler especially the influence of different combination of two stage's length on the no-load temperature and cooling power at 4.2K are studied. The numerical results shows that the second stage length should be longer than the first stage length to prevent the better performance of the VM-DPTC.
Effective storage and transfer of fluid commodities such as oxygen, hydrogen, natural gas, nitrogen, argon, and others is a necessity in many industries and for hosts of different applications. Molecules are typically contained as low pressure, cryogenic liquids; or as high-pressure gases. Liquefied gasses afford high energy and volume densities, but require complex storage systems to limit boil-off losses, need constant settling in zero-gravity, and are not well suited for overly dynamic situations where the tank orientation can change suddenly. Most cryogenic liquid tanks are complex, nested configurations to increase thermal performance, making them large, massive, and difficult to be made into conformal shapes. Conversely, high pressure gas storage bottles are unaffected by orientation, and can be kept at room temperature; however, these vessels are heavy-walled to contain the high pressures, and the energy densities associated with gas storage are dramatically lower. These two options are typically traded depending on the system requirements, but few practical options exist that provide the benefits while limiting the downfalls. Alternatively, the Cryogenic Flux Capacitor (CFC) technology employs nano-porous aerogel composites to store, by physisorption processes, large quantities of fluid molecules in a molecular solid-state condition, at moderate pressures and cryogenic temperatures. By virtue of its design architecture, a CFC device can be “charged” and “discharged” quickly and on-demand according to operational requirements. Three CFC application areas are introduced: CFC-Fuel, CFC-Cool, and CFC-Life, corresponding to designs utilizing fuels such as hydrogen and methane; inert fluids such as nitrogen and argon for cooling power; and oxygen or breathing air for life support. Data for physisorption within different aerogel composites are presented in terms of both mass and volumetric parameters. For several prototype CFC modules, the charging and discharging performance test data using nitrogen at 77 K are described.
The removal of excess CO2 from natural gas to levels as low as 50 ppm is essential for the safe and reliable operation of liquefied natural gas (LNG) transport and delivery systems. Current chemical purification techniques, which are suitable for large processing plants, might not be suitable for small or mid-size plants which are expected to operate in future LNG delivery networks. The feasibility of purification of natural gas (NG) from CO2 down to a concentration of 50 ppm by multi-stage distillation is studied. A three-column distillation system is proposed that can purify NG to lower than 50 ppm concentration of CO2, while avoiding CO2 freezeout. The columns include a 30-stage demethanizer, in which high purity methane is obtained in the distillate by separating the impurities from natural gas including CO2; a 50-stage extractive column where the azeotrope between CO2 and ethane is broken; and a 50-stage solvent recovery column that recovers a mixture of heavy hydrocarbons suitable for recycling as a solvent back into the extractive column. The proposed system avoids CO2 freezeout by utilizing a multi component feed of some heavier hydrocarbons added to natural gas; propane, butane and pentane additives are injected into stage 20 of the demthanizer column alongside the raw feed. Furthermore, arrangements are made to break the CO2-ethane azeotrope, which may occur in the bottoms stream of the demthanizer by administering a solvent stream in the extractive column. The proposed system can operate in a closed loop arrangement where the bottoms stream that leaves the recovery column can be recycled and injected into the extractive column for azeotrope prevention.
The large scale and efficiency of air separation units remain key barriers towards modular, distributed liquid oxygen systems. Identifying new physical separation mechanisms, or novel combinations of established methods, could enable the development of smaller, more modular air separation systems. In this paper we investigate the combination of centrifugal separation with paramagnetism of liquid oxygen in a vortex tube. The magnetic field is applied via externally mounted 1.5 T bar magnets along the length of the hot end of the vortex tube. Various calibrated air and argon-oxygen mixtures are tested. Inlet vortex tube fluid conditions are varied from 80-90 K and 303.4-337.8 kPa. Gas chromatography analysis on the calibrated air samples shows the magnetic field gradient on the vortex tube produced a 68% increase in oxygen separation compared to the non-magnetic trials. Comparisons are made to competing oxygen separation methods. The results indicate a potential to increase oxygen purity and yield in a more compact form factor.
Dewars are used to store and transport cryogens like LNG, LN2, LOX, LHe etc. These comprise two vessels, one placed inside the other and held together either at the “neck” (input/output port) or by support systems, depending on the capacity, the mechanical loads on the vessel and the boil-off characteristic of the stored cryogen. Support system based dewars are more common for real-life and industrial applications. Design of the support system are based on the principles that are used for high temperature pressure vessels. On the other hand, support system to be used for cryogenic fluid storage should also address the heat inleak through the supports along with the imposed mechanical load and thermal contraction-expansion effects. Some safety factors are prescribed in the literature to address these concerns; however, the scientific basis of design strategies available in the open literature so as to give a more scientific basis of design. This would result in reduction in use of excessive dimensions or material thereby reducing the payload and the capital cost. Considerations of mechanical load and thermal heat inleak often lead to diametric conclusions in terms of the diameter/thickness of the support system, leading to pareto-optimal solution. Topology optimization (TO) is often used to design structures like bridges, vehicles, robotic arms etc. by a systematic and sequential removal of the mass of the material being used to fabricate the given structure while meeting the constraints in terms of load bearing capacity of the structure and heat inleak. This methodology may be followed to arrive at an optimized geometry for the support system when the designer is unsure of the initial shape to start working. In this work, TO has been tested with various thermal and mechanical boundary conditions to arrive at optimized support geometry.
Carbon dioxide (CO$2$) is the main contributor to greenhouse gases (GHG). Cryogenic carbon capture is a potential alternative for systems with higher CO$2$ concentration. These methods do not involve the use of any chemicals (like solvents, adsorbents etc.) or supports (like membrane), so that the costs of raw materials and/or their regeneration are done away with. Desublimation is one of the cryogenic carbon capture methods involving the conversion of gaseous CO$2$ to solid CO$2$ /dry ice by cooling the feed gas mixture. Before the desublimation of CO$2$ , all the condensable components (like water, particulate matter etc.) are removed. The primary unit of a desublimation-based carbon capture system is the desublimator that should ensure not only efficient cooling of the CO$2$ -laden gas but also effective removal of desublimated CO$2$ (solid) from the system. Nitrogen vapor, liquid nitrogen, liquid methane, hydrocarbon based refrigerant blend etc. are some possible coolants. A few numerical studies on the desublimation-based carbon capture have been reported in the literature. However, all the studies are based on feed gas with low CO$2$ concentration (up to 20 mol%) and carried out at lab scale only. In this work, a one dimensional numerical model of carbon capture process is developed for better understanding of CO$2$ desublimation process, with feed gas with higher CO$2$ concentration (>20 mol%). The model contains a tube-in-tube parallel-flow heat exchanger in which the CO$2$ -laden feed gas and the coolant are passed through the inner-and outer-tube of the heat exchanger respectively. The presented model shows the effects of the various process variables such as temperature, velocity etc. on the efficacy of carbon capture by desublimation. A parametric study is carried out to know the significance of each process variables.
The European Spallation Source (ESS) is a neutron-scattering facility being built with extensive international collaboration in Lund, Sweden. Three cryogenic plants with a vast cryogenic distribution system meet the cooling requirements of the superconducting RF cavities in the accelerator (ACCP), the cold hydrogen moderators in the target (TMCP), a cryomodule test stand and the sample environments for neutron instruments (TICP). The first of the three plants, the TICP has been successfully installed, commissioned and acceptance tested in 2018 by Air Liquide Advanced Technologies. Meanwhile the other two cryoplants (ACCP and TMCP) are under commissioning and testing by Linde Kryotechnik AG. The cryoplants share common helium buffer tanks, safety relief headers and helium recovery system due to historical, economical and architectural reasons. The helium recovery strategy and system configuration will be described in the paper. Resulting challenges, risks and safety relevant events that happened during, especially parallel, commissioning activities will be presented. The measures implemented to mitigate major risk and lessons learned are addressed as well.
Another neutral beam injector (NBI-2) was added for the KSTAR plasma experiments, recently. It requires a deuterium gas cryo-condensation system with the pumping speeds over one million liter/sec. For this purpose, many cryo-panels and a liquid helium cryogenic system were designed and constructed take into accounting the previous NBI. After the independent performance tests of the NBI-2, it was connected to the KTSAR tokamak and applied in the plasma experiments in 2018. Details of the development results including engineering design, construction, and operation will be reported in this paper and presentation.
The “CFETR integration engineering design” project and the program to develop an “integrated research facility for key systems of fusion reactor” have been granted by China in 2017. For the CFETR cryogenic system, an engineering conceptual design will be accomplished in 2020. The cryogenic system heat load is being calculated basing on the updated parameters of CFETR: a major and minor radius of 7.2 and 2.2 m, a fusion power of 200 to 1500 MW, a toroidal field of 6.5 T and a plasma current of 10 to 14 MA. Special attention will be addressed to the heat loads of the magnet system consisted of both HTS and LTS superconductor, the tritium separation system, and the cryopumps working at atmospheric pressure due to the D-T reaction. After the average heat load is determined, the function breakdown analysis and operation mode analysis of the cryogenic system will be performed. Finally, a reference PFD design will be proposed.
China Initiative Accelerator Driven System (CiADS) is a high-power nuclear waste processing research facility being built at huizhou, Guangdong, CHINA. CiADS consists of a 2.5 MW superconducting proton linac with energy of 500 MeV and 5 mA, a liquid lead bismuth eutectic (LBE) cooled fast reactor with 10 MW, and a granular flow target employed to coupling the accelerator and the sub-critical core. The superconducting part of the proton linac is about 300 meters long and contains 29 cryomodules cooled by super-fluid helium. In order to decrease head loss of 2K super-fluid helium, the cryomodule should contain one thermal radiation shield operating from 50 to 65 K to prevent thermal radiation. Additionally, 4.5-K gas helium is used to provide forced cooling to the fundamental power couplers for the 2K cavities of cryomodule. So, a helium cryogenic system is designed by IMP to supply different cooling power for cryomodules.
Large scientific facilities applying HeII technologies usually use the Joule-Thomson expansion for the final production of saturated superfluid helium at their cryomodules or magnet cryostats. Required cooling power is usually delivered by the flow of subcooled liquid helium flow at
4.5 K and 3 to 4 bar(a). Then, the 4.5 K helium is precooled in a heat exchanger and throttled to a sub-atmospheric pressure below 50 mbar(a) to produce superfluid helium. This final throttling goes along an isenthalpic line which leads to the zone of wet vapour at quality of 15.9%. The efficiency of this process can be strongly affected by additional heat loads in the distribution line leading to higher temperatures in the heat exchanger as well as in the inlet to the JT valve, which may result in significantly higher quality of the throttled helium. This imperfection can be partly decreased by using a local subcooler or by splitting the expansion process into two phases with an intermediate point around 1.3 bar(a). However, these solutions require additional components, such as phase separators with some instrumentation and another throttling valve.
The paper presents the comparative thermodynamic analysis of the three cooling loops in respect to the initial, intermediate and final thermodynamic states of helium. Potential savings due to thermodynamic efficiency improvements are verified against the capital costs for different operation times.
The Advanced Photon Source Upgrade includes four 4.8-m long superconducting undulator (SCU) cryostats, each containing two up to 1.9-m long planar undulator NbTi magnets. The cooling is provided by six cryocoolers arranged in three thermal circuits. The magnets are indirectly cooled with LHe penetrating through channels in the magnet cores. This 4-K circuit which also includes a LHe tank, is cooled by five 4-K cryocooler 2nd stages. A beam vacuum that is thermally isolated from the magnets, is cooled by one 10-K cryocooler 2nd stage. A thermal shield and warm parts of current leads are cooled by the 1st stages of all six cryocoolers. This paper presents an ANSYS-based thermal analysis of the new SCU cryostat including all thermal circuits. The bench marked thermal conductance between the cryocooler cold heads and the LHe tank are used in the calculations as well as the measured cryocooler load lines. The model predicts temperatures in the system, total 4-K heat loads and an excess cooling power for various operational modes of the undulator.
The Advanced Photon Source (APS) is in the midst of a major facility upgrade consisting of a new electron storage ring (SR) and many new insertion devices (IDs) which will provide x-ray photon beams to a new suite of experimental end stations. Included among the new IDs are four 4.8-meter superconducting undulator (SCU) cryostats, each containing two 1.9-meter planar undulator magnets operating at 4.2 K in either an in-line or canted configuration. We describe a new, compact cryocooler-based cryostat design which supports the magnets and associated subsystems and also fits the space constraints of the SR ID straight sections. The design is an evolution of earlier single-magnet 2-meter cryostats, retaining some subsystem commonality while incorporating lessons learned and several features unique to the challenge of supporting two independently operable undulator magnets in a single device.
* Work supported by the U.S. Department of Energy, Office of Science under Contract No. DE-AC02-06CH11357.
A superconducting multi-coil magnet system has been designed, analyzed and optimized, serving as demonstrator for a high filed Magnetic Resonance Imaging (MRI). This work focuses on the design and optimization of superconducting magnet, cryogenic cooling and cryostat systems.
The NbTi magnet system with multi-coils design has been optimized by balancing magnet performance, stability and offered field quality, against material- and cooling cost. The zero boil-off liquid He-cooled and conduction cooling system operated at 4.2 K, are both designed, analyzed and compared. For the cryostat, the space from inner surface of magnet to the room temperature bore should be kept narrow to maintain optimal field amplitude and homogeneity. This leads to the challenge of reconciling the mechanical constraints imposed by the coil geometry with the thermal insulation requirements. A straightforward structural elements is designed but with a high heat in-leak, while a local reinforced structure is also proposed and analyzed to achieve same space with less heat leak but with some manufacture difficulties. Here, the optimized design of the magnet system and its analysis (e.g. magnetic field, mechanical stress, thermal budget, etc.) are presented.
The 1 MW HTS induction heater has developed for the non-ferrous metal industry where the HTS coil is used to generate a static magnetic field. The HTS magnet is made of YBCO conductor produced by Shanghai Superconductor, and the prospected operating temperature is about 25 K. The conduction-cooled HTS magnet consists of three solenoid coils wound with 18 km YBCO conductor. The inner and outer diameters of the YBCO magnet are Φ1960mm and Φ2009mm, respectively. The magnet system is cooled by two AL325 cryorefrigerators. According to the testing results at rated operation current of 130 A, the temperature of the HTS coils and the thermal shield are less than 20 K and 70 K, respectively, while are much better than the expected value.
At present,Ultra-high field MRI system is considered the right way to explore the human brain because of the brain activity would be seen at a resolution of hundreds of micrometers. In 2017,the Chinese government launched an ambitious project to design and manufacture a 14T MRI system in object to neuroscience research in future.The superconducting magnets made of Nb3Sn superconductor and NbTi superconductor is designed to generate a homogeneous field level of 14 T with a warm bore of 900 mm.In order to ensure the magnet could be operated in safety and stability with a higher temperature margin, the superconducting magnet system include main coil made of Nb3Sn superconductor and shielding coils made of NbTi superconductor will be immersed and cooled by the sub-cooled helium.In this paper,the concept design of the low-temperature structural and the cryogenic system will be introduced.
Studies suggest that an insulated ReBCO tape solenoid coil that is well-coupled inductively to shorted secondary can effectively be quench protected by discharging the coil across a constant voltage resistor. The discharge voltage across the constant voltage resistor is much lower than it would be for a constant resistance resistor that is used to achieve the same final quench temperature with or without a shorted secondary. How this quench protection works, depends on the constant voltage resistor characteristics, the properties of the shorted secondary circuit material and the amount of the material in the circuit. A previous paper suggests that the RRR shorted secondary circuit material is not important, which means that aluminum can be used in the secondary circuit and structural aluminum can support both the coil and the secondary circuit when that aluminum is on the outside of a solenoidal coil.
The HL-LHC Project currently undertaken by CERN that provides an upgrade to the existing LHC accelerator, is designed to increase the luminosity of the colliding particle bunches by a factor of at least five.
Part of this upgrade will require the replacement of the existing groups of three superconducting LHC triplet magnets situated on each side of the ATLAS and CMS detectors with similar groups of four higher field HL-LHC triplet magnets of a new design that exploit coils manufactured with cables in Nb3Sn superconducting alloy.
The HL-LHC triplet magnets require separate electric current feeders linking their cold masses to their cryostat vacuum vessels, thermo-electrically optimised and specifically designed to separately feed their quench protection, beam tuning and instrumentation systems with electric current.
The HL-LHC instrumentation feedthrough system is similar, though containing a larger cable inventory, to that mounted on existing cryo-magnets in the LHC accelerator whereas the quench protection and beam tuning systems, both present new requirements calling for a substantially different design approach.
The quench protection system requires a sinusoidal pulse at about 6Hz peaking at 3000 A and decaying exponentially to close to zero in about 2 seconds.
Beam tuning requires a 35A peak continuous sinusoidal input with a period varying between 60 and 30 s and must withstand occasional simultaneous single current pulses rising to 4000A and decaying to zero in about 0.5 seconds.
Installed in a highly activated zone of the LHC, all three systems, designed to be maintenance-free, consequently exploit only natural heat convection to prevent the formation of condensation at their warm ends.
This paper describes the functional design and thermo-electrical optimisation achieved for each of these current feeder systems.
In the frame of the HL-LHC project, innovative technical solutions are sought to measure accurately the position of the magnet cold mass inside the cryostat. To this end, a system based on laser-interferometry is being designed to monitor the displacement of the cold mass through dedicated openings in the new HL-LHC cryostats.
In order to test such a system on a full-scale setup in representative operating conditions, a LHC dipole cryostat was modified to integrate the system optical lines of sight and the reflective mirrors were mounted onto the magnet helium vessel.
Upon the first cool down of the magnet helium vessel to 80K, severe ice-like condensation started forming on the reflective surface of the mirrors hence making the system unusable at cold. This was attributed to the condensation of the residual gas remaining in the cryostat insulation vacuum on the mirror surface. In this configuration the mirrors acted as local “cold spots” since they were purposefully sticking out of the multi-layer insulation (MLI) that is otherwise covering the magnet helium vessel.
In order to cope with this condensation issue, a dedicated study was carried out to design and manufacture a passive temperature regulation system based on a thermal insulating support and a thermal radiation intercept in order to keep the mirrors just above the expected freezing temperature in operational conditions.
This paper details the thermal engineering study leading to the design of the insulated mirrors and presents the technical solution retained as well as the latest test results.
SuNAM’s RCE-DR (Reactive Co-Evaporation by Deposition and Reaction) process has been proved to be a high-throughput, cost-effective production method for the deposition of superconducting layer for coated conductor(CC). We showed that higher than 1 kA/cm-width critical current tape can be produced routinely, though our standard product comes with 700~800 A/12 mm-width only because we care for overall process optimization.
We improved in-field critical current of our tapes by i)optimization of intrinsic pinning of RE2O3 by the control of starting composition and/or process temperature and gas pressure, ii) mixture of RE materials such as Gd, Y, Sm, etc. The results are very promising in mid-field of upto 10 T and our current effort is on extending to a higher field.
In addition to our catalog of high-field magnets of 26.4 T(highest field achieved with HTS at that time) and 18 T(the first commercial high-field HTS magnet to our knowledge), we succeeded in developing highly homogeneous 9.4-T mange for 400 MHz NMR.
SuNAM’s recent activities, in addition to the above mentioned ones, will be presented.
In order to overcome the narrower deposition windows and less longitudinal homogeneity for high in-field performance BaMO3 (M : Zr or Hf etc.) doped REBCO film, we applied hot-wall type pulsed-laser-deposition (PLD), which realized quite homogeneous crystalline growth conditions for REBCO by furnace-like substrate heating without spoiling productive throughput.
We studied growth condition dependence of BMO nano-rod structure, and Jc (B, theta, T) properties. Clear growth rate dependence were observed for c-axis correlated flux pinning properties and the shape and densities of nano-rod structure which should be affected by adatom migration durations. Though the minimum Jc (theta) of those samples were not so different at the temperature over ~30 K, the difference increased gradually at lower temperatures. The minimum Jc (theta) increased up to four times bigger for low growth rate samples of 5-7 nm/sec, as two-times for high-growth rate samples of 20-50 nm/sec, than non-doped REBCO films, at 4.2 K, 15 T.
The temperature and field dependent scaling properties were also studied for pinning force densities at the field configuration parallel to c-axis. The results indicated that strong c-axis correlated pinning could be only observed in low growth rate samples, where high-growth rate samples of >20 nm/sec had quite simple scaling properties similar to non-doped samples.
We finally optimized the deposition parameters so that they contribute to both good productivity with high growth rate of 20-50 nm/sec, and less angular dependent and large enough in-field Ic properties which agree to Jc-B scaling law in wide temperature and field range. Production samples of 300-600 m long were routinely fabricated and test samples of 1 km long class also produced with good Ic uniformity comparable to non-doped REBCO wires. Ic uniformity was examined by scanning Hall probe microscopy (RTR-SHPM), and also end-to-end transport measurement in magnetic fields, etc. A part of this work is based on results obtained from a project subsidized by the New Energy and Industrial Technology Development Organization (NEDO).
Recently, in response to the growing demand on 2G HTS wire, both internal and external, the SuperOx group of companies has increased its production capacity, bringing it in 2018 to 120 km of 12 mm wide wire per year. Another incremental increase is planned in 2019.
As the fabrication technologies of 2G HTS wire have become more mature over the few last years, the key product development directions are focused now on better satisfying the demands of specific wire applications and addressing common issues, for instance, improving reproducibility and mechanical strength.
Key wire development directions at SuperOx are: (1) to increase the wire critical current at liquid nitrogen temperature in self-field for application in FCL and cables; the particular target is to go beyond the Ic of 800 A/12 mm at 77 K, and (2) to increase the engineering current density at low temperature in high magnetic field for application in magnets; the particular target is to go beyond the Je of 700 A/mm2 at 20 K, 20 T.
We adopt into production the approaches successfully demonstrated at lab-scale, such as: to increase the HTS layer thickness with minimum degradation of Jc, to modify the HTS layer composition for enhanced pinning, to use thinner substrate for higher Je, and to use laser slitting instead of mechanical slitting for better reproducibility and mechanical properties of narrow wire strips.
We will report the results of these activities and give examples of specific HTS device projects and associated wire requirements that drive the progress.
Acknowledgement: SuperOx acknowledges the support from Ministry of Science and Higher Education of the Russian Federation, Grant 075-11-2018-176.
The three major types of mechanical cryocoolers in aerospace applications, namely reverse-Brayton cryocoolers, Stirling/pulse tube cryocoolers and Joule-Thomson cryocoolers, have significantly different performance characteristics. Some of these differences are due to the nature of their thermodynamic cycles; others come from their drastically differences in mean operating pressures and pressure ratios. This paper first discusses the key control parameters affecting the sizes and mass of the compressors and heat exchanges in each type of cryocoolers; then compares the performance characteristics of these three types of cryocoolers in several cooling temperature ranges and cooling capacities of interest to the aerospace community; and finally summarizes the performance benefits and associated main applications of each type of cryocoolers.
There is an increasing need for compact, low-mass, long-life cryocoolers for Earth science, deep space, and astrophysics missions. Packaging a cryocooler within a CubeSat is challenging, and many deep space missions have extreme environmental conditions, such as exposure of “warm” hardware to cryogenic temperatures, and exposure to very high levels of radiation. Lockheed Martin’s microcryocooler has a mass of less than 500 grams and is currently the only long-life space cryocooler capable of being packaged within a 1U CubeSat.
This talk will describe the status of several microcryocooler programs at Lockheed Martin’s Advanced Technology Center in Palo Alto, California. LM integrated and tested a microcryocooler with a CubeSat instrument, which will be launched alongside the Orion spacecraft on the EM-1 launch vehicle, scheduled for launch in 2020. This CubeSat will take IR images of the moon during a flyby. LM is also building the cryocoolers for the Mapping Imaging Spectrometer for Europa (MISE), an instrument being built by the Jet Propulsion laboratory for the Europa Clipper Mission, and the flight program for this work has begun. LM has recently completed engineering model cryocoolers for a Gamma Ray Spectrometer being built by the Johns Hopkins University Applied Physics Laboratory for the Psyche asteroid mission, and the flight program is expected to begin prior to the 2019 CEC. LM successfully completed a Phase II SBIR with Iris Technology, building and delivering a microcryocooler capable of providing 0.3 W cooling at 35 K while rejecting heat at 150 K.
The Mapping Imaging Spectrometer for Europa (MISE) instrument on the Europa Clipper mission will use a Lockheed Martin “high power” Micro1-2 pulse tube cryocooler with a heat rejection temperature below 250 K. This paper describes the performance testing and results of Lockheed Martin Micro1-2 coolers optimized for these conditions. The thermal performance of two microcoolers was measured in vacuum for heat reject temperatures between 220 and 260 K for different helium fill pressures. The coolers were driven with input powers ranging from 5 to 40 W and drive frequency between 125 and 150 Hz. The optimal drive frequency was dependent on both input power and heat reject temperature. For all conditions measured, the heat flow from the compressor was between 54% and 58% of the total heat and the compressor temperature was between 4 K and 6 K warmer than the expander temperature. In addition, another Micro1-2 cooler optimized for 300 K environment was subjected to a life-test at cold reject temperatures spanning three times the expected life on the Europa mission. The cooler performance and helium leak rate did not change over this duration. Moreover, a burst test was performed on a unit of this model of cooler that did not have the internal components. Finally, the conversion efficiency of Iris Technologies Low Cost Control Electronics (LCCE-2) was measured while operating a Micro1-2 cooler over input powers of 5 W to 50 W. The conversion efficiency was independent of drive frequency.
Northrop Grumman Aerospace Systems (NGAS) has expanded its cryocooler product line with the introduction of the Mini Cooler Plus. The NGAS Mini Cooler Plus is a split cooler with a coaxial cold head connected through a transfer line to a vibrationally balanced back to back linear compressor. The mini compressor plus is designed for Space and non-Space applications. It is scaled from NGAS flight proven TRL9 family of compressors and contains non-wearing pistons suspended on flexure bearings. Designed for greater than 10 years of operation, the 2.6 Kg mini cooler plus can cool payloads at temperatures down to 45K while rejecting heat over a wide range of temperatures. This paper reports on the performance of NGAS mini cooler plus.
The Ricor K508N is an upgraded version of the K508 that has extensive flight heritage. This paper reports performance and exported force results for the COTS K508N as well as a K508N filled to a higher fill pressure with a high frequency motor. A comparison is made between the results of the K508N coolers and the K508 to determine their suitability for cooling on CubeSat missions. In addition, exported force results for various vibration damping techniques are discussed. The thermal performance of the coolers was measured in vacuum for -40°C, 20°C and 57°C heat reject temperatures. The coolers were operated in open-loop and in closed-loop mode during thermal performance testing. The exported vibration levels of the coolers were measured on a dynamometer with and without vibration isolators.
The explosion in SmallSat and CubeSat deployments has led to a need for miniaturized cooling solutions for sensors that require cooling. Since there are limited opportunities for miniaturization in the thermal mechanical unit (TMU) portion of the cryocooling system, much of the pressure to reduce size falls on the cryocooler control electronics (CCE). In the world of digital electronics, continuous size reduction is the expected norm, however, in the world of power electronics this is not the case. The number of components and their variety is greatly limited when selecting space grade electronics, typically resulting in designs that make space grade electronic solutions much larger than an equivalent circuit made of commercial grade electronics.
One way to reduce the size of the power components is to switch at a higher speed. The current generation CCE devices built by Iris Technology utilize MOSFET power transistors to perform power conversion. The characteristics of the power MOSFETs limit the switch rate to something on the order of 100 kHz, thus driving the energy storage requirements of the capacitors and inductors. If we could switch faster we reduce the required energy storage and thus the size of the inductors and capacitors.
One solution to the switching frequency problem is the use of Gallium Nitride (GaN) FETs which can be switched on the order of 1 MHz. GaN FETs are inherently radiation tolerant, however recently GaN FETs have become available with space grade packaging. The space grade packaging is available with an integral radiation hardened high/low side driver. This integrated part provides further size reduction to the electronics design.
Recently, high performance space grade microcontrollers have become available. These parts offer another integration opportunity, as the FPGA and ADC functions can be combined into a single smaller chip. Space grade GaN FETs when combined with the space grade microcontrollers provide an opportunity for significant reduction in the volume required for the CCE portion of a cryocooler system.
The European Spallation Source (ESS) is a neutron-scattering facility being built with extensive international collaboration in Lund, Sweden. The world’s most powerful linear proton accelerator shoots protons against a rotating tungsten target where neutrons are knocked off (“spallate”) and are guided to the neutron instrument suites. Three cryogenic plants and a vast cryogenic distribution system serve the cooling needs of the superconducting RF cavities in the accelerator, the cold hydrogen moderators in the target, a cryomodule test stand and the sample environments for neutron instruments. The project’s demand of schedule and economic feasibility requires a high degree of parallel work for installation and commissioning of the cryogenic and auxiliary systems.
The first of the three plants, the Test and Instrumentation Cryoplant (TICP) has been installed, commissioned and acceptance tested in 2018 by Air Liquide Advanced Technologies. The plant consist not only of a standard compressor system and coldbox but also of a process vacuum system for 2K operation, internal and external helium purifiers, liquid helium tank, filling and boil of station and a helium recovery system. It is heavily integrated in the overall cryogenic installations at ESS. The paper describes some project challenges, acceptance test results and first operation experience. The current status of the ESS cryogenic system and lessons learned are addressed as well.
With end of year 2018 the LHC has completed its second physics run and started its second two-years long shut down period dedicated to planned consolidation, maintenance and upgrade activities. The run2 – four-year physics operation period started in spring 2015 – was used mainly for luminosity production but also to allow the optimization and adaptability of the cryogenic system capacity to compensate the generated operational static and dynamic heat loads. Several tests and qualifications were studied and applied to the configuration of the available equipment in order to reach and deeply understand the real operation limits. Dedicated improvements were implemented in the control system, especially in regards of handling the beam induced dynamic heat load during transitory and operational states as well as to compensate dynamic heat load related to secondaries in the Inner Triplet magnets, close to the interaction points of the ATLAS and CMS detectors. This paper will give a general overview of the LHC cryogenics operation with specific information on encountered operational difficulties and applied solutions on the system. Helium inventory management, including process use and leaks, as well as the system overall availability indicators will be presented.
Brookhaven National Laboratory operates the only functioning collider in the United States – the Relativistic Heavy Ion Collider (RHIC). The electron-ion collider (eRHIC) at Brookhaven National Laboratory (BNL) is a proposed large scale upgrade to the existing RHIC facility and is currently in its R&D phase. The new machine involves the use of superconducting technology for accelerating and steering beams of charged particles. This study focuses on the design of local cryogenic system that will supply cooling to these SRF cryomodules located at interaction point (IP) 10. Several system configuration options are given depending on the energy level at which the new collider operates, and hence the level of SRF cryogenic loads. In addition to this, the study also explores challenges in integrating all these brand-new subsystems to the existing RHIC cryogenic system.
Compactness of linear accelerator is significant factor in achieving short construction times, low infrastructure and operation costs, and is considered as one of key parameters for the next accelerator generation. Operation of XFEL and other accelerators shows the possible limitations on present technologies related to the RF power operation inside the cryomodules. The next development steps could be either further increase of Q0 factor of the cavities or other cooling methods. In the present paper, modification of the superfluid helium bath cooling scheme is presented. This will allow increasing the RF power by factor two or more. Application of the sub-cooling scheme for SNS/ESS/CEBAF-types cryomodules is considered. In order to operate at higher RF power levels, improvements of cooling methods for a fundamental power coupler are also discussed.
During the LHC (Large Hadron Collider) Run 2 between 2015 and 2018 inclusive, significant dynamic heat loads have been generated and successfully managed by the LHC cryogenic system. These dynamic heat loads are generated by several physical phenomena occurring at two temperature levels and with different time constants. On the magnet cold-mass maintained at 1.9 K, dynamic heat loads are coming from eddy currents generated during the magnet transients, resistive heating in welds of superconducting electrical circuits, beam gas scattering, beam losses and secondary particles escaping from collisions (debris). On the beam screens, actively cooled between 4.6 K and 20 K, the circulating beams produce also dynamic heat loads due to synchrotron radiations, image current and photo-electron clouds. This paper presents the measurements inventory performed during the Run 2 to assess these dynamic heat loads as function of the different accelerator parameters (beam energy, beam intensity, injection scheme, etc.). Then, the related compensation measures and adapted cryogenic operation modes applied to manage the induced transients at the different time scales will be presented.
There are three parts of the gas moving through the pulse tube of the pulse tube cryocooler, part I is the gas moving between the cold heat exchanger and the pulse tube, part II is the gas oscillating in the pulse tube all the time, part III is the gas moving between the pulse tube and the warm heat exchanger. The part of the gas that always moves in the pulse tube acts the same function of a solid piston, this part of the gas is called the gas piston. The shape and the position of the gas piston change with time and the operating conditions rather than remaining fixed. And the 1D model cannot reflect the change of the gas piston near the wall, but the 2D model can be realized. Also, the uniformity of the fluid flow field in the pulse tube can be demonstrated by the shape of the gas piston which can be simply envisioned as a 2D gas piston in the pulse tube. In this study a CFD method is used to obtain the details of the 2D gas piston. The velocity field in the pulse tube is obtained by the commercial code ANSYS Fluent, and a LaGrange particle tracing method is introduced to process the velocity data in order to obtain the boundary of the 2D gas piston. Additionally, this work investigates the influence of various parameters including pressure ratio, pulse tube aspect ratio and frequency on the shape of the gas piston. It reveals that larger pressure ratio, larger aspect ratio and lower frequency cause a larger deformation of the gas piston in one cycle. These effects are especially noticeable at the warm end of pulse tube, which displays a larger deformation than other positions in the pulse tube under the influence of changes in those parameters.
Keywords: Pulse tube cryocooler, CFD, 2D Gas piston
Pneumatically-driven displacer mechanisms are widely used in Gifford-McMahon (G-M) cryocoolers. Particularly for large size G-M cryocoolers, this type of drive is preferable compared to the scotch yoke type, as only a small motor is required for driving the rotary valve and, therefore, the entire cryocooler can be very compact. Though various numerical models of G-M cryocoolers have been presented in the past, modeling of the pneumatically-driven type has rarely been done in previous works. This work presents a one-dimensional numerical model of a pneumatically-driven single stage G-M cryocooler running at 80 K and related studies. The transient model is developed by solving mass, simplified momentum and energy equations numerically in both spatial and temporal domains. In addition, the model predicts the movement of the displacer simultaneously and uses it as an input to simulate the cryocooler performance. The impact of displacer movement on cycle performance is studied first. Then this model is further used to analyze and quantify various losses in the defined cryocooler.
Regenerators are key components of pulse tube cryocoolers and losses in regenerators have a significant effect on the performance of cryocoolers. In previous studies, the efficiency of regenerators have been characterized mostly based on the first law of thermodynamics, and second-law analyses have been based on exergy considerations or irreversibility associated with macroscopic flow models. In this work, we investigate the entropy generation in regenerators based on detailed pore-level simulations. Computational Fluid Dynamics (CFD) simulations are used to model two-dimensional regenerator geometries, and examine the microscopic flow and heat transfer phenomena that cause irreversibility. Important geometric and flow parameters, including porosity, pore size and pore geometry, are studied parametrically. The results indicated that geometric and flow parameters have a very significant effect on the relative scale of entropy generations due to viscous dissipation and temperature gradient. Some possible methods that may reduce entropy generation and improve the overall efficiency of regenerators are also suggested.
The space-cycle averaged Nusselt number is used to characterize the heat transfer process of cold end heat exchanger in cryocoolers working with cryogenic helium oscillating flow. An experimental setup for cryogenic oscillating flow heat transfer measurement is designed and established to simulate actual operating conditions of cold-end heat exchanger of a regenerative refrigerator. The operating temperature range is set from 80 K to 20 K. The combination of liquid nitrogen pre-cooling and G-M refrigeration is introduced to meet the requirements of low temperature operation and accurate temperature control. Results show that the Nusselt number increases with the increase of maximum Reynolds number of the oscillating flow, which is consistent with situations at room temperature. The variation of Nusselt number with temperature is presented to have an intuitive perspective on the difference in heat transfer performance caused by dramatic change in thermophysical properties, which is induced by temperature drop. It is evident that lower temperature is significantly disadvantageous for heat transfer in oscillating flow field. In the future work, emphasis will be put on to introduce non-dimensional criterion as the key heat transfer indicator for design optimization of the cold-end heat exchangers for cryocoolers.
Binary and ternary ZrO2-doped tube-type Nb3Sn wires were prepared by Hyper Tech Research Inc. for this study to investigate the effect of nanoparticle doping on the wire performance, with the aim of reaching the FCC 16T dipole-magnets requirements. The specimen, monofilamentary and multifilamentary wires, were characterized by magnetisation measurements in order to evaluate their critical temperature and critical current. For this purpose we used SQUID magnetometry, whereas the upper critical field was determined via resistivity measurements in a 17 T cryostat. We demonstrate an enhancement of the layer-Jc (at 12 T and 4,2 K) if compared with state-of-the-art binary and ternary wires (Ta or Ti-doped), which can be explained by the grain size refinement. By correlating these results with high-resolution transmission electron microscopy (TEM) and transmission Kikuchi diffraction (TKD) analysis it was possible to appreciate an average grain size of 63 nm (in the best sample), resulting in a high grain boundary density which increases the pinning force. In this sense, a pinning force scaling analysis was carried out, showing a shift of the peak position close to a reduced field of 0.3. Scanning Hall probe microscopy (SHPM) was used to perform scans of the remnant-field and Meissner state on the wires cross-section: from the latter it was possible to assess the effective A-15 superconducting cross-section of the sub-elements as well as the radial Sn concentration gradient (confirmed by EDX and SQUID-magnetometry data). Remnant-field scans were used for the evaluation of the currents from the field profiles at different temperatures. Monofilamentary wires were also subjected to a longitudinal inhomogeneity investigation: a 4mm sample was cut over its longitudinal axis and submitted to SHPM scans and SEM. The results show not negligible variations in the A-15 effective cross-section along the measured length, which explains the different magnetization data collected with SQUID-magnetometry.
Aknowledgments: This Marie Sklodowska-Curie Action (MSCA) Innovative Training Networks (ITN) receives funding from the European Union’s H2020 Framework Programme under grant agreement no. 764879.
Nb3Sn is a low-temperature superconductor that had been believed to have very limited room for further improvement. However, the development of Nb3Sn wires with artificial pinning centers (APC) in recent years shows that Nb3Sn conductors can still be significantly improved. The most recent APC wires, in which Nb-Zr is internally oxidized to form ZrO2 particles, have achieved non-Cu Jc values significantly above the two-decade-old record, especially at high fields (20-25 T). In this talk the properties of the APC Nb3Sn conductors are shown, and then the flux pinning mechanism for them is discussed. In contrast to conventional Nb3Sn conductors whose Fp-B curves peak at 0.2Bc2, those of the APC conductors shift towards 1/3Bc2. The improved pinning in the APC wires has long been believed to be caused by their refined Nb3Sn grain size because grain boundaries are the primary fluxon pinning centers for conventional Nb3Sn. Recent experimental studies, however, show that the ZrO2 particles, which serve as point pinning centers, may play a more important role than the refined grain size. The size and distribution of ZrO2 particles are studied with transmission electron microscope (TEM). These studies point to the direction for further improvement of Nb3Sn conductors.
Hyper Tech has developed the tube type strands with and without artificial pinning center (APC). For the regular tube type strands, our standard conductor with 217 filament arrays have been generated with 12 T non-Cu Jc values of about 2400-2500 A/mm2 with filament size of 35 micros at the 0.7 mm strand. We also made 547 filament conductors with 12 T non-Cu Jc values of about 2000-2200 A/mm2 with filament size of 25 micros at the 0.85 mm strand, which has very low AC losses. For the tube type strands with APC, our recent APC Nb3Sn wires with Ta and Zr doping demonstrated substantial grain refinement and significantly increased Jc,nonCu, while retaining the high Bc2 values of the best ternary Nb3Sn conductors. The non-Cu Jcs of these APC conductors has reached nearly 1500 A/mm2 at 16 T/4.2 K, which approaches the current CERN FCC spec. Their layer Jc reaches 4700 A/mm2 at 16 T/4.2 K - more than double the present best ternary Nb3Sn conductors. In this paper, we will report the progress on both wires and share the recent breakthroughs.
This work was supported by the US Department of Energy, Office of High Energy Physics, Grants No. DE-SC0017755 and DE-SC0013849; Office of Fusion Energy Science, Grant No. DE-SC0017754.
Nb3Sn conductors have been made which incorporate ZrO2 artificial pinning centers (APCs) that serve to refine the grain size of the superconducting material. Work on these wires has resulted in conductors which approach the FCC specification of Jc of 1500 A/mm2 at 16 T and 4.2 K. Understanding the causes of high Jc at mid to high magnetic fields in these wires is crucial for developing an optimum conductor for next-generation particle accelerators. Reduced grain size has been demonstrated to increase Jc, due to the increased flux pinning at grain boundaries. In addition, ZrO2 particles serve as point-like flux pinning centers, with a different behavior versus magnetic field. The relative contribution of these two factors on the Jc is evaluated. The effect of stoichiometry on the increased Birr and Bc2 in ternary APC wires is also considered.
Recent advances in Nb3Sn to meet the very demanding FCC specification of Jc greater than 1500A/mm2 (4.2K, 16T) has led to the development of an Nb-Ta-Hf alloy, which has indicated high layer Jc’s of 3700A/mm2 are possible. This high Jc translates to a non-Cu Jc of 2200A/mm2 in an RRP® configuration. The reason for this high Jc (16T,4.2K) is because the irreversibility field of (Nb-Ta)3Sn is unaffected due to the additions of Hf to an Nb-Ta alloy and due to the formation of ultra-fine grain (UFG) Nb3Sn. The mechanism of formation of UFG Nb3Sn is intricately related to microstructure in the Nb-Ta-Hf alloy during the reaction heat treatment stages. To realize the promise of Hf additions, and make a magnet conductor workability of Nb-Ta-Hf up to large strains needs investigation. In this study we investigate the workability of Nb-Ta-Hf restack multi-filaments to true strains beyond 10, and compare them with the base Nb-Ta alloy. Given the relevance of the microstructure in the alloy rod during the Nb3Sn reaction we also compare the recrystallization behavior of the heavily drawn Nb-Ta, and Nb-Ta-Hf conductors. Results of multi-filament conductor drawing have been performed up to a strain of 7, and no intermediate breaks have been observed. Recrystallization behavior of Nb-Ta-Hf alloy at a strain of 7 indicates significant grain growth occurs only beyond 750°C, whereas grain growth is observed at 600°C in the corresponding Nb-Ta conductors.
THEVA developed an all PVD approach for the production of GdBCO based high temperature superconducting wires for a variety of applications. Using our pilot production line in Germany, we can manufacture the wires in long lengths with a critical current of 500 A/cm (77 K, 0 T) and more.
In order to increase the current density for magnet applications, we recently developed a new type of HTS wires with a thinner substrate: 50 µm instead of 100 µm, which was used up to now. The performance on the thinner substrates is already very similar to the one on the 100 µm thick substrates. Additionally, a new PVD plating process was developed in order to apply a very uniform copper or also silver coating. With this very uniform layer, a very well-defined coil winding or stacking of the conductors with very little gaps between the adjacent tapes is possible leading to optimal filling factors. Additionally, PVD plating allows us to optimize the thickness of the coating on the HTS and on the substrate side independently according to customer needs. In order to further improve the wire for magnet applications, THEVA is now testing the applicability of artificial pinning to our technology. First results already show significant improvements in environments below 30 K and above 5 T.
We will give an overview on the wire properties and focus on the most recent results of our developments including a brief overview on projects we are working on at THEVA.
I will introduce the activity of RE-123 Coated Conductor (CC) at Shanghai Superconductor Technology Co. Ltd (SSTC). Recently we have many HTS projects in China including accelerator, high-field magnet, electric power applications and so on. For these projects, we have been supplying a large amount of RE-123 CC stably. The CC fabrication process is PLD-IBAD method and the Ic (77K, 0T) is around 400 to 500A/cm. Each process is done at a high speed around 100 m/h. Now, we can supply a large amount more than 100km/year. Together with the Chinese HTS project, these R&D activities including Ic improvement at high filed and low temperature, mechanical property, junction and combined conductor will be presented.
In our previous study, we demonstrated that the reel-to-reel scanning Hall probe microscopy (RTR-SHPM) has a good advantage on the measurements of spatially resolved in-plane Jc distribution in a long length HTS tapes with a high spatial resolution along the tape width as well as the longitudinal direction. This is inevitable for a detection of localized defect in the tape, evaluation of an effective tape width, measurement of a very narrow tape and/or multi-filamentary tapes. However, one drawback of this method is its relatively low measurement speed around several tens meter per hour or less. In this study, we have succeeded in increasing the measurement speed significanlty by introducing a multi-channel Hall probe array. Namely, we can increase the measurement speed N times faster by using a N-channel sensor array without loosing the spatial resolution. We demonstrated a measurement speed of 108 m/h with a longitudinal spatial resolution of 1 mm by using a 3-channel Hall probe array. From the comparison beween the previous single channel measurement and the 3-channel measurement, we confirmed that the multi-channel measurement allows us to obtain the same quality Jc mapping with 3 times faster measurement speed. We can increase the measurement speed further just by increaing the numbers of the channels. Therfore, we believe that this method can be a practical diagnostics for a long length HTS tapes even in an industrial scale.
This work was supported by JSPS KAKENHI Grant Number 16H02334 and the New Energy and Industrial Technology Development Organization (NEDO).
Additive manufacturing is recognized as a potential technology to design and create complex geometries as well as a fast track to build prototype components. Different materials are possible to use, depending on the specific requirements of an application. Superconducting applications like magnets or rotating machines are demanding for the structural components. Either high and/or cyclic mechanical loads can be one of the limiting factors in design. In the cryogenic temperature regime austenitic steels are used due to the mechanical performance and the machinability.
In this work 316L austenitic steel samples were produced using laser powder bed fusion, also known as Selective Laser Melting (SLM). Followed by different heat treatments to systematically influence to the microstructure evolution. Focus for characterization is the fracture behavior and the fatigue crack growth rate. Having the cryogenic application in mind the tests are conducted at room temperature, liquid Nitrogen and liquid Helium temperature. The results are compared to industrial cast austenitic steels to qualify the overall performance of the additive manufactured samples.
Nitronic 40 forged tubes are typically used for structural reinforcement in high field pulse magnet design and applications. To better understand the mechanical performance of this versatile high strength austenitic steel a series of mechanical tests were conducted. Tensile were performed at 295 K, 77 K and 4 K, and cryogenic fracture mechanics tests were performed at 77 K and 4 K. The effect of temperature on strength, ductility, toughness and fatigue crack growth rate are evaluated. Microstructure and composition effects are also presented and discussed.
The Joint Special Design Team for a fusion demonstration reactor (DEMO) was organized in 2015 to enhance Japan’ s DEMO design activity and coordinate relevant research and development (R&D) toward DEMO. The fundamental concept of DEMO and its key components were already reported with main arguments on the design strategy [1]. Development of cryogenic materials with higher strength for toroidal field coils is one of major challenges on the magnet in this activity. The requirement to 0.2% proof stress of the material is over 1200 MPa at 4.2 K. HRX19TM comprises of its own unique materials with the optimized chemical composition and production process to further increase strength and improve hydrogen embrittlement resistance in a component range of ASME standard XM-19 (22%Cr-13%Ni-5%Mn-2%Mo-Nb, V) [2]. In the previous work, cryogenic mechanical properties of XM-19 were investigated and the 0.2% proof stress of this steel exceeded 1200 MPa at 4.2 K in several conditions [3]. Therefore, HRX19TM could also be a candidate material to achieve higher yield strength at cryogenic temperatures.
In this research, tensile properties and fracture toughness of a 30 mm-thickness plate of HRX19TM were investigated at 4.2 K. The results will be presented with microstructural and fractographical information and compared with the data of the steels reported in the literature.
Acknowledgements
The authors would like to express their gratitude to Nippon Steel for providing the valuable material. This work was supported by the framework of the Joint Special Design Team for Fusion DEMO contract research program of National Institutes for Quantum and Radiological Science and Technology, Japan in the 2017 and 2018 fiscal years.
[1] Tobita K, et al., Design strategy and recent design activity on Japan’s DEMO, Fusion Sci. Technol. 72 (2017) 537–545.
[2] http://www.nssmc.com/product/catalog_download/pdf/P106en.pdf
[3] McRae DM, et al., Fatigue and fracture of three austenitic stainless steels at cryogenic temperatures, IOP Conf. Series: Materials Science and Engineering 279 (2017) 012001 doi:10.1088/1757-899X/279/1/012001
A friction stir welding takes advantage of elimination of solidification cracking, liquation cracking and porosity associated with fusion-based welding techniques. In the present work, aluminium alloy 2219 in temper T62 (solution treatment and artificially aged), which finds many cryogenic applications, was jointed with friction stir welding techniques. The mechanical properties in terms of tension, fracture toughness and fatigue crack growth, of the AA2219-T62 friction stir welding joints and base material, were studied at both room temperature and cryogenic temperature (20 K). Moreover, the microstructure of the welding joints was investigated by fractographic analysis, and the correlation between the microstructure and the mechanical properties was discussed.
Abstract
Hiperco 50A is a highly desired material for use in cryogenic applications, specifically for adiabatic demagnetization refrigerators (ADRs) due to its magnetic field shielding capabilities. Although the alloy has good strength, there is a concern with the material’s brittle behavior which is believed to worsen at low temperature based on previous tests. The testing described here investigates the mechanical properties of Hiperco 50A at cryogenic temperature through mechanical tensile testing to failure and evaluation of the failed coupons. The methods and techniques used to determine the elongation, yield strength, ultimate tensile strength, and break strength of the material as well as the results will be presented here.
The High-Entropy Alloy (HEA) CoCrFeMnNi, an fcc alloy has been shown to exhibit remarkable properties at cryogenic temperatures, including high toughness as well as an increase in both yield strength and ductility as temperature is decreased to 77 Kelvin. A considerable number of applications require materials with such properties down to 4 Kelvin. For example, liquid hydrogen storage tanks used in aerospace applications require materials which retain their high strength and ductility. Here we present measurements of the yield strength and elongation to failure of CoCrFeMnNi at room temperature, 77 Kelvin, and 4 Kelvin, which show that CoCrFeMnNi retains its high strength and ductility at 4 Kelvin. Despite similar yield strength and elongation to failure at 77 Kelvin and 4 Kelvin, SEM and EBSD measurements show differences in deformation mechanisms that are discussed.
Epoxy resin plays an important role in the layer insulation of superconducting magnets. The quench phenomenon associated with superconducting magnets often leads to excessive interlayer voltages, which can cause electrical aging of insulating materials. In this paper, tests were conducted to study the tree aging in epoxy resin/BN nanocomposites at 77 K under AC voltages. An experimental cryostat for partial discharge (PD) with optical observation windows was set up. The test samples were prepared with three levels of nanofiller content: 0 wt %, 1 wt %, and 3 wt %. Each group of samples was tested at a range of AC voltages from 8 kV rms (root mean square) to 32 kV rms and the PD experiments were carried out at 298 K and 77 K.
Compact Accelerator-driven Neutron Sources (CANS), such as the future High Brilliance Neutron Source (HBS), represent an efficient and cost-effective means to provide neutrons for scattering experiments. CANS have a lower neutron production compared to current reactor- or spallation-based neutron sources. However, CANS enable a holistic optimization of the neutron production chain and thus can be competitive in terms of the relevant usable neutron flux at the sample position. A main subject of such optimization are the cold moderators. When using liquid para-H2 as cold neutron moderating medium, so-called low-dimensional moderators can be implemented (as foreseen at European Spallation Source ESS), leading to a significantly increased neutron brightness. In the context of the HBS project, there are endeavors to further optimize such low-dimensional LH2 moderators by „poisoning“ para-H2 by admixing well-defined amounts ortho-H2, resulting in an increased neutron scattering cross section. This enables the user to tailor the neutron spectrum provided by the cold moderator towards the needs of the used instrument. At TU Dresden and Forschungszentrum Jülich, an experiment has been set up to prove the feasibility of this concept. Its core component is a LHe-cooled flow cryostat that mixes a normal-H2 and a para-H2 flow to obtain the desired para-H2 concentration. The resulting LH2 mixture at 17 - 20 K is fed into a small cold moderator vessel (approx. 200 ml). In this work, the current status of the experimental setup is presented. The construction of the cryostat and its periphery and the commissioning of the entire setup (cold leak tests, production of several different ortho-para-H2 mixtures and its metrological monitoring) have been completed. It is shown that the concept of the mixing cryostat works as intended and the setup is ready for measurements at neutron sources.
For some years now, massive problems are often occurring when operating standard flow cryostats with pumped liquid helium. There are a large number of reports from various parts of the world, describing blockage problems arising typically within a few hours. Standard equipment for measuring the physical properties at temperatures below 4K is massively affected.
Hydrogen contaminations within the used liquid helium could be identified as direct cause. With helium evaporating in the narrow throttling passages, hydrogen in solid state accumulates and is forming blockages. Usually internal capillaries or inlet valves are concerned. In consequence, the helium flow is reduced or ceasing completely, the operating temperature of the cryostat can’t be uphold, and the measurement run must be interrupted. Extremely low concentrations, e.g. in the ppm or sub-ppm range, are sufficient to block the helium flow within a few hours of operation.
This contribution contains first quantifications regarding these contaminations. Both, a semi-quantitative analysis method using a narrow flow resistance, as well as gas chromatographic investigations led to new findings. Effects within the liquid helium supply that give rise to the problem were scrutinized. Possible remedies are discussed. The collected results should lead to an understanding and to feasible solutions of the problem.
Keywords:
Liquid helium, Hydrogen contamination, Flow cryostat, Blockade of capillaries, Blockage of valves
3D printed composites have excellent potential to satisfy needs for lighter and more complex cryogenic materials for aerospace, medical, and other sectors. However, few material property measurements are available. To address this need, this work performs ultimate tensile strength testing of 3D printed thermoplastics immersed in liquid nitrogen at approximately 77 K. Materials tested include carbon-fiber reinforced PETG and carbon-fiber reinforced Amphora AM1800 filament. The carbon-fiber reinforced PETG increased in ultimate tensile strength and modulus of elasticity by 49% and 43.2% from room temperature tests, respectively. The carbon-fiber reinforced Amphora AM1800 filament decreased in ultimate tensile strength by 29.9% from room-temperature.
The work presents the design and validation of a novel cryogenic-compressed hydrogen (CCH2) storage and supply system. This CCH2 system is designed to operate at the pressure up to 20MPa and temperature down to 20K. It is developed to provide an efficient and stable approach to storage and supply hydrogen for heavy trucks, powered by fuel cell stacks. The core strategy of process design and pipeline arrangement is the calculation of thermodynamic equilibrium. In general, thermal energy occupies nearly half of fuel cell’s outcome, which cannot be converted into truck’s dynamic system. But in a CCH2 system, this energy can be used to heat cool hydrogen and reduce the cooling power by air heater. Then the entire efficiency can be increased. This process is carefully designed and demonstrated for a 25 tons truck. Massflow rate and pipe diameters in the CCH2 system are verified by theoretical calculating and simulating, based on thermodynamic principles. Also, Self-pressurization technology has been applied in this system to compensate for the pressure loss due to hydrogen outflow. At last, the selection of cryogenic valves, stainless steel pipes is strictly carried out. This paper explains operating mechanism and design consideration of the CCH2 system, introduces its selection of relevant equipment and presents the preliminary test results.
In this work, the implementation of residual strains in epoxy resin during its curing process with an operational range of 300 K-400 K and cooling process with an operational range of 15 K-300 K was studied using embedded strain gauges. This represents a significant reduction in the lowest usable temperature of epoxy resin as well as a significant increase in sensitivity of residual strains in curing epoxy resin compared with previously reported solutions. This was accomplished by embedding strain gauges in the epoxy resin before it cured. The measurement of residual strains in epoxy resin gives us a more comprehensive understanding of the mechanical properties of epoxy resin so that we can make a full prevention of warping, loss of mechanical properties caused by residual stresses.
A heat switch originally developed by ESA/Twente has been modified for use with superfluid helium in the 1 K temperature range as part of a variable temperature insert in an NMR type magnet system. The key challenge was to develop a process that allows to removably contact the additively manufactured switch to a copper surface with nearly no temperature gradient build up. The experiments at GE GRC were conducted over a period of several months and satisfied the design constraints. Galinstan was the choice for this application. The use of Galinstan as an industrial material for use in cryogenic applications and in particular for additively manufacture components is reviewed and explained. Thermal contact conductance values are presented for dissimilar materials, this study has not been investigated before.
The performance of the internal purifier has a direct impact on the liquefaction capacity of the helium liquefier. With increasing impurity level in helium, liquefaction capacity of the helium liquefier reduced significantly. In order to ensure the helium liquefier operates safely and stable, remove the impurities from the helium in the helium liquefier and improve the utilization of the helium, it is necessary for us to develop the technology of purification. In this paper, the impact of changes of multi-component helium mixture on the performance of the internal helium has been developed numerically. The final results show that as the impurities in the helium mixture increases, the performance of the internal purifier decreases first and then increases. It can help us design more efficient and compact internal purifier.
Purification systems are necessary to support commissioning and operation of helium refrigeration and associated experimental systems. These systems are typically designed for a low level of impurity (i.e., in parts per million), since a 4.5 K or 2 K helium system will freeze out every other substance. The trace impurities can block and/or change flow distribution in heat exchangers and potentially damage turbines or cryogenic compressors operating at high speed. Experimental systems, such as magnets, require such purification due to inherent characteristics in their construction. These are also used for the commissioning of sub-systems, like the compressors, or cold boxes. From experience, molecular sieve does not remove low-level moisture impurity sufficiently, and typical commercial freeze-out purifiers have very short times between regeneration, as compared to their design specifications. Based upon proven experience from a freeze-out purifier done for Brookhaven National Lab in 1980’s, a freeze-out purifier with heat exchangers, liquid nitrogen cooler activated carbon bed has been designed. This design is expected to minimize the utilities and extend the capacity and the operating pressure range, thereby the time interval between regeneration. The goal of the design is to provide a simple to operate and efficient purifier system.
Helium is an expensive consumable in cryogenic facilities and is used widely in space, medical and energy research. In NSRRC, liquid helium is used as a coolant for cooling superconducting magnets and SRF cavities. Minor contaminants such as nitrogen, oxygen, moisture and oil will be picked up when liquid helium circulates in the large scale cryogenic systems, these contaminants will crystalize and might cause some damage in the cold box turbo expanders resulting in efficiency decay. Therefore, a helium purification system is designed as an integral part of the cryogenic system to conserve helium gas by providing 99.9995% pure helium to liquefier after separating contaminants from impure helium. The NSRRC helium purification process is based on two principles, the first one is cryosorption using activated charcoal and molecular sieve and the other is cryocondensation using tubular heat exchangers. The purifier has been designed for purifying impure helium with contaminants of 2.5% nitrogen and 2.5% of oxygen with mass flow rate of 475 nm3/hr and delivering pressure of 17 bar(a) of impure helium to purifier. In this paper, calculation and design of the helium purification system and components composed of one tube in tube heat exchanger, one vessel and tube heat exchanger, one pre-cooler, one charcoal vessel, mass requirement calculation of charcoal and design of other components will be discussed.
The principal design requirement of cryogenic systems used for liquid argon neutrino detectors is ultra-high purity. The primary impurities that affect operation of the detector are electronegative types such as oxygen and water, or light quenching varieties such as nitrogen. It is the electronegative property of oxygen and water that causes reduced rates in the detection of neutrino interactions with the argon atoms. Fermilab designs and installs systems that include filtration equipment that facilitates passive removal of both oxygen and water. Nitrogen reduces the efficiency of the light collection system; however, no method for removing nitrogen is being utilized currently. Instead, it is expected that the argon from the supplier is below the purity threshold set by the detector operational requirements.
The longest-running liquid argon detector experiment at Fermilab, MicroBooNE, has been in operation since mid-2015. There is substantial interest in monitoring the rate at which the purity decreases during a disruption in the operation of the filtration equipment relative to the rate at which purity is recovered. It has been observed that in the event of a disruption, purity will rapidly reach a level below that which is needed for detector operation but will subsequently require a longer period to recover. This system behavior is significant due to the loss of neutrino interactions while the liquid argon is purified to the level required for the detector. Therefore, this analysis seeks to develop an improved understanding of this behavior to lend insight into future designs and operation of these cryogenic systems.
One, of two, 850,000 gallon liquid hydrogen storage spheres, at NASA’s Kennedy Space Center, was decommissioned in 2010. This tank had an abnormally high heat leak that was investigated and determined to be the result of a large void in the perlite insulation. The insulation void was subsequently filled, and the tank was refurbished for its planned use in the Space Launch System (SLS) program. Return to service of this tank began in December of 2017 with a partial liquid hydrogen fill. Since that time, routine measurement of the liquid level have been recorded in order to determine a new boiloff rate and associated heat leak. This data shows the perlite top off activities resulted in a much reduced, and within design specification, heat leak.
Fermi National Accelerator Laboratory (FNAL) is developing the international Long-Baseline Neutrino Facility (LBNF) and Deep Underground Neutrino Experiment (DUNE) to advance neutrino science. The flagship of the DUNE project consists of a large particle detector constructed one-mile (1.6 km) beneath the surface at the Sanford Underground Research Facility (SURF) in Lead, SD. The SURF detector is the largest of its type ever built and is comprised of four cryostats totaling 70,000 tons of liquid argon (LAr) to record neutrino interactions with unprecedented precision. Each cryostat houses a detector, the first includes 150 Anode Panel Assemblies (APA) submersed within 17,500 tons of LAr. Before installing 150 APA within the SURF detector they will be cryogenically cooled to nominally 90 K at the APA Test Facility (APATF) utilizing nitrogen flows. The APATF cryogenic system is entirely located one-mile underground at the SURF facility and includes nominally 13 kW of refrigeration at 80 K, cryogenic transfer lines, APA test cryostats, a cryogenic control system, and various control and pressure safety elements to ensure performance and safety requirements are achieved. The APATF preliminary design is in progress and major considerations include an efficient, cost-effective mechanism to deliver the required refrigeration to the APATF underground, support of rigid testing intervals to support the DUNE operating schedule, temperature stability of the APA and electronics within cryostats, efficient cryogenic system operation to minimize heat leak and/or liquid nitrogen consumption, thermo-mechanical stability and flexibility of components, and pressure safety of the APATF cryogenic system. Installation and integration of the APATF cryogenic system within the footprint and to adjacent sub-systems is also discussed.
Fermi National Accelerator Laboratory is operated by Fermi Research Alliance, LLC, under Contract no. DE-AC02-07CH11359 with the U.S. Department of Energy.
The NIST Center for Neutron Research (NCNR) operates a 20 MW research reactor that produces neutrons for a suite of 30 neutron scattering instruments. 70% of these instruments use cold neutrons (E < 5 meV), which are moderated by two separate cold neutron sources. The cold moderator for both sources is liquid hydrogen (LH2), which is in turn cooled by a recently commissioned 7 kW, 14K helium refrigerator. NCNR plans to replace the larger cold source with a new one operating with liquid deuterium (LD2). This report focuses on progress towards the upgrade to liquid deuterium, and options to address the particular challenges of designing and operating a cooling system that will simultaneously support operation with both LH2 and LD2 sources.
Superfluid cryogenics systems at KEK are constructed for research and development of cryomodules of the compact Energy Recovery Linac (cERL) and International Linear Collider (ILC). The niobium superconducting radio frequency (SRF) cavities in the cERL and ILC, operate at temperatures of 2.0 K or below. The SRF cavities are cooled with saturated superfluid helium, which is another phase of liquid helium (LHe) when it is cooled below 2.17 K, under saturation condition. To produce superfluid helium continuously, a Joule-Thomson (JT) valve is employed in the cryogenic system. Also, a 2 K heat exchanger (2K HX) is introduced in series with the JT valve, to recover the coldness from 2.0 K gaseous helium (GHe) evaporating from the helium tanks of the SRF cavities. This increases the production rate of superfluid helium, by reducing the incoming LHe temperature from 4.4 K to 2.2 K or above, before the JT valve. At KEK, we have a 2K HX consisting of a helical coil and laminated fins for thermal loads up to 100 W. Its performance needs to be determined and is characterized by a factor known as effectiveness, which is the ratio of actual heat transfer to the maximum possible heat transfer between the fluids. The performance of the 2K HX has been determined experimentally using the heat exchanger test stand and numerically by computational fluid dynamics (ANSYS CFX®), respectively. In the heat exchanger test stand, the mass flow rate of incoming LHe is kept identical to outgoing GHe through the 2K HX, using the level and pressure control of superfluid helium. A heater is immersed in the superfluid helium to vary the mass flow rate of evaporating superfluid helium. In the future, the results will be further analyzed to optimize the design of the 2K HX to improve its performance.
It has always been a research hotspot to improve the overall efficiency of pulse tube cryocooler and the regenerator as the core component of the pulse tube cryocooler directly determines the performance of the overall machine. Therefore, an approach of improving the efficiency of the whole machine has been provided as improving the performance of the regenerator. This paper is based on a 5W@80K pulse tube cryocooler model and the reasons for the influence of the three regenerator structures on the overall efficiency are analyzed and discussed by Sage software. The simulation results show that the optimal overall efficiency of pulse tube cryocooler under three different structural regenerators varies with the compressor electric power input. Simultaneously, the overall efficiency of the non-equal section structure and the conical section structure regenerators are respectively increased by 14.16% and 17.78% compared with the equal section structure.
The multi-bypass is one of the effective ways to reduce the lowest no-load temperature of pulse tube cryocooler. The common structure of multi-bypass is to use a thin tube to connect the middle of the pulse tube to the middle of the regenerator which can reduce the mass flow through the regenerator and adjust the phase angle of the cold end for the refrigerator, which effectively reducing the lowest no-load temperature of the cryocooler. Actually, the multi- bypass is as asymmetric as double-inlet structure. In this paper, a new type of asymmetric multi-bypass structure has been proposed, which makes the working gas has different resistance when entering and leaving the regenerator. The multi-bypass structure is simulated by Sage software, based on a 0.5W@20K pulse tube cryocooler model. The influence of different structures on the lowest no-load temperature of the pulse tube cryocooler have been discussed and some rules have been summarized simultaneously.
Abstract:The regenerator is the core heat exchange component of the Stirling engine, and the structural form and physical properties of the filling material are the vital important factor determining its performance. In this paper, a three-dimensional model of the regenerator is established using Ansys' fluent module to simulate the regenerative flow in the alternating flow. The property of four kinds of common fillers, namely stainless steel wire mesh, foam metal, powder sintered material and random fiber felt, are mainly explored. Through the numerical simulation of the fillers with different porosity, the heat transfer and resistance characteristics and pressure drop loss of the filler were calculated by the local non-thermal equilibrium model. Finally, the parameter Nu/Cf^(1/3) is used as an indicator to measure the performance of the filler. Comparing the comprehensive performance of these fillers yields optimal results that will guide the use of future regenerator fillers.
Key words: regenerator; Fluent; filler; numerical simulation; comprehensive performance
To reduce the volume of hydrogen or helium cryogenic refrigerator and
liquefaction, we need the minimum volume to achieve the efficiency and the
pressure loss of the plate-fin heat exchangers given by the process. For
this purpose, this paper presented a new comprehensive performance factor
S = J^3As^2/(fV^2), which means ε/(∆p·V_{eff}) or ε/(w_{pump}*V_{eff}). Based on the performance factor, a new optimization method for cryogenic heat exchanger, optimization design method for cryogenic plate fin heat exchanger based on volume minimization, was proposed in this paper. Using this method,
the authors of this paper optimized the heat exchangers in the L40 helium
liquefaction developed by the technical institute of physics and chemistry of
the Chinese academy of sciences and design a 250W@4.5K refrigerator. In
the case of meeting the requirements of the process, the volume of the heat
exchangers in the L40 helium was reduced by half. Under the condition of
almost the same volume of cold box and heat exchangers, the liquefaction
rate of 250W@4.5K is almost 50% higher than that of L40. This method
has a certain theoretical guiding significance for the development of a large
cryogenic system.
The regenerator is a key component of a pulse tube cryocooler, and is also a major contributor to irreversibility and losses in the cryocooler. In this study a method for the assessment of losses in cryocooler regenerators based on entropy generation is proposed. Pore-level CFD simulations are performed for woven mesh regenerator filler by defining periodically repeating unit cells. Simulations are performed for steady-state (uni-directional) as well as periodic flows. It is shown that entropy generation in periodic flow is significantly higher than in steady flow, and is sensitive to operating parameters as well as small geometric irregularities. It is proposed that by optimization of the microstructure of generator fillers the entropy generation and losses can be minimized.
Practical applications of high temperature superconductors (HTS) usually demand long length wires in which the materials are inevitably polycrystalline. The critical temperature at 38 K and the high upper critical field around 90 T make K-doped BaFe2Fe2 (Ba122) attractive as a high field conductor. The last key aspect which needs to be demonstrated is high Jc in polycrystalline forms such as a bulk, wire or tape. Improving the connectivity between grains is the key fundamental to make the Jc of this material competitive as a practical HTS. Indeed the grain connectivity can be easily degraded by local or global impurity concentration and cracks at the grain boundaries (GBs). Such an unpredictable GB connectivity often causes the poor reproducibility of intergrain Jc. Our extensive analytical microscopy studies revealed that barium and potassium can segregate at the GBs along with the oxide byproducts in the final bulks. Since then, we started to evaluate the synthesis environment, especially the oxygen and moisture level inside the glovebox, tracking back the possible oxygen sources while preparing samples as well as the purity of starting materials. Utilizing high purity starting materials and very low oxygen and moisture levels inside glovebox (0.005 ppm and 0.05 ppm, respectively) suggested that the reproducibility of the intergrain connectivity largely depends on the K purity. Our recent compositional studies also indicated that the local K composition at the GBs must not be excessive. Our understanding and efforts on eliminating the source of byproducts will lead to the more sophisticated synthesis route for high Jc polycrystalline bulks towards the wires. More details will be discussed in the presentation.
Single crystals of Ba(Fe1-xNix)2As2 have been produced for systematic magnetic measurements of the critical current density (Jc) over a range of dopings from
x=0.025 to 0.066 and a range of temperatures from 2 K. Analysis of the field dependent critical current density, Jc, shows strong evidence pointing to a flux pinning mechanism dominated by local variation in the mean free path for all dopings. The values of Jc measured indicate a peak at approximately x=0.049 on the pseudo phase diagram, close to a proposed quantum critical point at x=0.05. Pressure dependent measurements of this sample show anomalous behaviour including a negative pressure relationship and a peak in Jc around 0.65 GPa.
Cold high pressure densification (CHPD) at pressure up to 1.5 GPa was used to enhance the critical current density (Jc) and connectivity of the in situ powder-in-tube (PIT) and hybrid MgB2 strand. First, the improvement of longitudinal and transverse magnetic Jcs were observed at 4.2 K and 10 K for PIT strands. The higher longitudinal and transverse connectivity in densified strands is shown to be responsible for increased magnetic Jc. Second, by using a combination of Mg rod and Mg powder distributed in B powder, the hybrid strand can have an increased thickness of MgB2 layer than IMD stand. Nevertheless, the MgB2 layer is porous in the hybrid strand. Therefore, the CHPD method is aimed at improving the connectivity of MgB2 layer in the hybrid strand and therefore at further enhanced conductor Jc and Je.
It has been shown experimentally that the stoichiometry of a superconducting magnesium diboride having AlB2 structure with a high level of superconducting properties (transition temperature to superconducting state, critical current density, upper critical magnetic field, and field of irreversibility) is close to MgB1.75O0.25. The ab-inito simulation confirmed the possibility of the existence of solid substitution solutions (boron to oxygen) and the energy benefit of such stoichiometry, as well as the fact that the impurity oxygen with the high probability is included in each second plane of boron of the elemental atomic cell of magnesium diboride, while every second hexagonal plane of boron of the same unite cell remains unchanged. The DFT calculations for the composition MgB1.75O0.25 were carried out using the program packages ELK v4.3.06 – all-electron full-potential linearized augmented-plane wave (FP-LAPW) codes with exchange-correlation functionals for solids by Perdew-Burke-Ernzerhoff (PBE) in generalized gradient approximation (GGA). The k-point mesh grid was equal to 8×8×8 k-points. The manual optimization of the lattice parameters was performed by fitting the universal equation of state. The proper values of the muffin-tin radii were selected automatically at the initial stage of the calculations. Rmin(MT) ×{|G+k|} was set to 7, where Rmin(MT) is the minimum muffin-tin radius used in the system. The phonon calculations (2×2×2 q-points) were performed for the optimized structure and the calculations of the superconducting critical temperature were conducted within Eliashberg theory. In order to introduce oxygen in the initial MgB2, the symmetry was reduced and the supercell 1x1x2 along the c-axis was constructed. The calculated superconducting critical temperature Tc for MgB1.75O0.25 is 23.3 K. Transition temperatures of the synthesized high density magnesium diboride bulks with critical current densities Jc(0 - 1 T, 20 K)= 0.9 – 0.4 MA/cm2 were 36-38 K.
As practical applications of bulk superconductors grown by TSMG and similar methods draw closer it has become apparent that close attention needs to be paid to the mechanical, as opposed to superconducting, properties of these materials. In particular the key limiting factor to the trapping of further increased magnetic fields in bulk superconductors appears to be their mechanical strength.
In this presentation I will discuss approaches to the evaluation of the tensile strength, including comparison of three-point and Brazilian test. The variation of strength within bulks and how this is affected by composition will also be discussed. Finally, I will address approaches to sample reinforcement, including external reinforcement, internal reinforcement and other approaches to ameliorating crack propagation.
The performance of a high temperature superconducting (HTS) magnetic bearing is directly related to the external magnetic field of the permanent magnet (PM) rotor and properties, such trapped magnetic flux, of the superconducting stator. In this paper, finite element models are built for square, tile and circular shape high temperature superconducting blocks of different sizes. A multi-functional system for measuring magnetic filed at temperature between 77 K and 300 K was built, and the external magnetic flux density and distribution of the permanent magnet and the PM rotor were obtained. A liquid nitrogen cooling and magnetic field excitation device for square, tile and circular shape HTS blocks was built,and the magnitude and distribution of the trapped flux of the superconductor under different excitation conditions were obtained. The simulation results and experimental results are compared and analyzed. The relationship between the trapped magnetic flux and the shape of HTS block are studied. The influence of machining on superconducting blocks is analyzed. Based on the above finite element simulation model and test platform, the structure of the HTS magnetic bearing was improved, and the uniformity and consistency of permanent magnets and superconductors can be studied.
Next generation fusion and high energy physics machines will require high field magnets with the ability to operate at variable temperatures. Therefore, high current cables able to operate in such conditions will be required. As reaching magnetic fields higher than 16 T using traditional Low Temperature Superconductors can be challenging, the more recently investigated High Temperature Superconductors, and in particular REBCO conductors, could satisfy such requirements. While different configurations of high current REBCO cables are under developement, it remains crucial to understand the intrinsic behavior of individual tapes in order to optimize the cables design.
In our previous work, a technique was developed to measure the strain dependence of the critical current of REBCO tapes at different temperatures (from 4.2 to 40 K) and high magnetic fields (12-15 T). The measurements were conducted for SuperPower tapes (with 30 m substrate) using a U-spring bending device.
In this work, a new testing setup is presented. The new setup allows us to improve the quality of our measurements especially in addressing current sharing issues that were experienced in the past. The effect of the tape’s composite structure is also investigated by comparing results from tapes with different substrate thickness (50 m and 30 m) and copper stabilizer (40 m and 10 m). Additionally, tapes from different manufacturers are tested at 4.2 K and 15 T and the electrical performance as a function of strain is compared. Finally, the bending mechanism experienced by the tape mounted on the U-spring is modelled with finite element. The numerical analsys is performed to obtain the stress in the REBCO layer corresponding at each applied strain step, and ultimately extrapolate the stress dependence of the critical current of REBCO tapes (by combining the Ic vs strain behavior obtained experimentaly with the stress vs applied strain curve obtained from the model).
In the quest for ultra-high-field magnets, one inevitable challenge is ever larger electromagnetic forces and their effect on the conductor. REBa2Cu3O7-x (REBCO) coated conductors have extraordinary transport and mechanical properties but how the vortex pinning and the external stresses are related is not well understood, especially when it passes the reversible strain of the conductor. This study aims to answer this question and analyze the related challenges for REBCO coated conductors in ultra-high-field magnets. In the experiment, lengthwise Ic and angular Ic (Ic(θ)) of a REBCO tape with artificial pinning centers (APCs) was measured by YateStar in LN2, which is a nondestructive Ic measurement system. After the measurement, 5 pieces of 16 cm long REBCO tapes were cut out and tested under 0.2%, 0.4%, 0.6%, 0.8% and 1.0% strain, respectively. Then all the tested tapes were run through YateStar again. Lastly, small pieces with 4 × 4 mm in size were cut out and measured in SQUID for their critical temperatures (Tc). Magneto-optic imaging (MOI) and SEM were also employed for structural examinations. It was found that the irreversible strain is between 0.6% and 0.8%. The sample strained to 1.0% almost lost all its superconductivity. Ic(θ) at 77 K shows that the featuring peak of BaZrO3 (Bǁc) disappears for the sample strained to 0.8%. Magnetization measurements show that all the samples have very similar Tc except the one strained to 1.0%. Its Tc has been lowered by ~1 K. These results indicate that external stresses can cause permanent vortex pinning changes in the conductor and it occurs before the Tc change. In the quench of superconducting magnets, over-strain of the conductor is possible. This study gives insights of the vortex pinning properties of the conductor even if it is within the reversible strain.
In the HTS superconducting magnet application fields like motors, generators, and SMES, 2G REBCO coated conductor (CC) tapes will be subjected to alternating stress or strain during manufacturing and operation. In these applications, the repeated load affects the mechanical integrity and eventually the electrical transport property of CC tapes. Therefore, mechanical and electromechanical properties of CC tapes under cyclic loading should be evaluated. In this study, a high-cycle fatigue test of 4 mm and 12 mm-width CC tapes at 77 K and room temperature has carried out. A relation between applied maximum stress and fatigue life (S–N curve) was obtained. The electromechanical properties of CC tapes were evaluated from the degradation behaviors of critical current measured at specified repeated cycles during fatigue testing. Fracture surface morphologies were observed to clarify the influence of slit edge on the fatigue strength. Considering the practical operating environment, the influence of stress ratio on the electromechanical properties was also investigated. In the aspect of reliability assessment of CC tapes, the correlation between the mechanically determined fatigue strength and electromechanical fatigue strength will be discussed.
This work was supported by the Korea Electric Power Corporation (Grant number: R18XA03). This research was also supported by a grant from National Research Foundation of Korea (NRF-2017-001109), funded by the Ministry of Science and ICT (MSIT), Republic of Korea.
REBCO coated conductors are promising candidates for high field (>25 T) user magnets. However, as the demand for higher fields increase, so does the potential to overstrain the conductors being used. Coated conductor substrates, such as 310 stainless steel and the super-alloy Hastelloy C276, serve as the backbone for mechanical strength in these conductors. Both substrate alloys share similar properties when optimally processed into strips prior to manufacturing of the REBCO coated conductor. We find that with subsequent REBCO manufacturing processes the strength of the substrate changes, the magnitude of which depends on whether Hastelloy C276 or 310 stainless steel is used. In this study, we investigate the stress-strain variability found in coated conductors and how the manufacturing process affects the mechanical properties. The manufacturing step of concern is the short time that the substrate is exposed to high temperature (700 to 800 C) during the REBCO deposition process. To better relate manufacturing processes and mechanical properties, we subjected bare substrates to different heat treatments at 700, 750, and 800 C for 15 minutes each. With post heat-treatment room-temperature tensile tests, we found that the 310 stainless steel substrate was sensitive to the variations of time and temperature, exhibiting yield strength reductions of 20 to 50 % depending on the heat treatment. By contrast, Hastelloy C276 did not weaken and initially showed strengthening effects with exposure to the lower temperature heat treatments. Coated conductor manufactures may prefer 310 stainless steel as their substrate due to cost and availability, however, moving to Hastelloy C276 will offer better mechanical robustness and reproducibility of mechanical properties within their coated conductor.
Acknowledgment
This work was supported by the National High Magnetic Field Laboratory (which is supported by the National Science Foundation under NSF/DMR-1157490/1664779), the State of Florida. A part of work by S. Hahn was supported by the National Research Foundation of Korea as a part of Mid-Career Research Program (No. 2018R1A2B3009249).
High quality 2G HTS tapes are desired for power applications, cables, and high field magnets. The original tape is fabricated in 12-40 mm widths, but most magnets and many cables require narrower tapes made by slitting the original tape. There are many advantages of narrow tapes: reduced magnetization loss, improved field quality, faster ramp time, reduced cryogen loss, and the opportunity to tailor the operating current and magnetization loss. 2G HTS tape manufacturers use mechanical slitting of tapes into several, typically 4 mm wide strips. However, mechanical slitting damages the ReBCO layer, producing a non-superconducting band along the slit edge. Novel slicing methods are clearly needed for narrower sub-mm filaments. Here we describe the latest advances in laser slitting to evaluate the slicing damage to the SuperOx standard production 2G HTS tapes. In this study, 4 mm wide strips were slit from 12 mm wide wires using (1) an Avesta TETA laser, operating at 1030 nm and 8 W power and (2) a standard mechanical slitting machine. The tape samples were based on a 60-micron thick Hastelloy substrate, with IBAD-MgO buffer layer and PLD-GdBCO HTS layer, with $I_c$ at 77 K ranging from 130 to 190 A. Here we compare lengthwise $I_c$ and slitting damage using magneto-optical, continuous transport and SEM methods. We found that laser slitting introduces significantly less edge damage than mechanical slitting and thus produces smaller short-length $I_c$ variations. A mechanical slit reduces the effective conductor width by 400-500 $\mu$m, while the laser-cut damage less than 50 $\mu$m of the edge. Continuous wave operation lasers overheat the edge and create more damage than fiber pulse lasers.
SuperOx is supported by the Ministry of Science and Higher Education of Russia, Grant 075-11-2018-176. NHMFL is supported by NSF through NSF/DMR-1644779 and the State of Florida.
The development of coils which can survive a quench is a crucial aspect for demonstrating the viability of MgB2-based main magnet coils for MRI. Here we have studied the thermal stability properties of a large (outer diameter: 901 mm; winding pack: 44 mm thick × 50.6 mm high) conduction-cooled, R&W, MgB2 superconducting coil. Minimum quench energy (MQE) values were measured for different coil operational current (Iop) values. During these measurements, normal zone propagation velocities (υp) were also measured using multiple voltage taps placed around the heater zone. The coil was cooled conductively; Ic was 186 A at 15 K. As Iop ranged from 80 A to 175 A, MQE ranged from 152 J to 10 J, and NZP from 1.3 to 5.5 cm/s. Two kinds of heaters were involved in this study: a localized heater (“Test Heater”) used to initiate the quench, and a larger “Protection Heater” which was used to protect the coil by distributing the normal zone after a quench was detected. The protection heater was placed on the outside surface of the coil winding. The Test Heater was also placed on the outside surface of the coil at an opening made in the protection heater. We then developed and tested an active protection scheme for the coil. Such active protection modes are of great use for MgB2-based MRI because it allows us to take advantage of the relatively large MQE values of MgB2 in order to reduce the excess stabilizer needed for totally passive protection schemes, increasing winding Je and allowing competitive MgB2 MRI designs. The ability to detect the quench was demonstrated using a difference voltage between two segments of the coil, and the ability to fire a protection heater was demonstrated. A larger energy deposition will be needed for full coil protection, this development is underway.
This paper summarizes the latest developments in some on-going research at the Wentworth Institute of Technology to qualify a new reinforced-2212 superconductor, being developed by Solid Materials Solutions in Chelmsford, MA, for use in high magnetic fields. Under an NIH-funded grant, we are developing a high-speed spin test which will impose circumferential hoop stresses on the 2212 windings at a level (~700 Mpa) equivalent to that experienced at 30 T field levels. In year 2 of this project, we have designed and built a mandrel that can hold the wire and spin at high speeds (100,000+ rpm). By spinning coils wound on a 60-mm diameter mandrel at a speed of 100,000 rpm, the hoop stress is ~700 MPa, which is sufficient to exceed the yield strength of the reinforced Bi-2212 conductor. We will be working with Barbour Stockwell Incorporation (BSI) in Woburn, Ma to manufacture our mandrel and help complete stress testing as we do not have adequate equipment here at our school. Our proposed design includes a thin-walled mandrel with exterior threads and a top flange piece to connect the mandrel to the BSI’s machine spindle which connects to their spin test chamber. The superconducting wire sits on the exterior threads of the mandrel where it was epoxy-bonded into the mandrel. This design will allow the stress to be equally distributed circumferentially within the area of the wire. This paper presents the initial results of the spin testing which was performed at ~100 K. After each spin test, the critical current of the coil was measured at solid nitrogen temperature (63 K) in order to inspect for mechanical degradation.
A material microstructure in-situ analysis instrument was designed in which a scanning electron microscope and a small refrigerator were used to observe the microscopic morphology and cool the sample (can be cooled as low as 15 K), respectively. The instrument is also equipped with a deformation excitation device that can stretch and compress the material in situ. The vibration damping measures, thermal insulation / efficient heat transfer measures and deformation excitation measures will be discussed, and some preliminary experimental results will also be given.
Epoxy/aluminum nitride composites (EP/AlN) with high thermal conductivity, low thermal expansion and excellent insulation characteristics are particularly suitable for protecting a superconducting power equipment from the permanent damage of temperature rise and internal stress in quenching process. In this work, micro/nano AlN particles were used as fillers to improve the thermal conductivity and electrical insulation properties of neat epoxy. As a critical factor for the impregnation process, the effect of curing temperature on thermal conductivity and electrical insulation properties of AlN/EP were systematically investigated based on the AlN/EP samples (60% filler content of AlN-2μm and AlN-600nm (50%/50%)), which were respectively cured at temperature from 0oC to 80oC. Low curing temperature is advantageous for improving the thermal conductivity, volume resistivity, surface resistivity and surface flashover breakdown voltage of obtained epoxy composites, which is attributed to different dispersion states of AlN fillers in epoxy matrix. This study offers an experimental basis for the impregnation process and electrical application of dielectric polymer composites with high thermal conductivity in HTS equipment' manufacture.
Recent results are reported in the development of 2-layer cable-in-conduit (CIC) that is designed for hybrid-coil magnets. The CIC preserves the full performance of the individual wires, and can be formed into flared-end windings for dipoles into layer-wound toroids and solenoids for hybrid windings for tokamaks. The structure of the CIC windings is designed to accommodate winding and heat-treating sub-windings of Bi-2212, Nb3Sn, and NbTi separately and then assembling them and preloading in the magnet.
We have magnetically modelled a fast switching, polarizing, superconducting undulator. The particular design is called the SuperConducting Arbitrarily Po-larizing Emitter, or SCAPE, It has a four jaw design, and produces LCP, RCP, L-H and L-V polarization states. This design uses a dual SC undulator scheme to achieve fast switching. Each undulator is preset to generate a fixed polarization state and a small (alternating) current bump in each of the devices is used to actuate switching. The undulator period is 30 mm, the beam ID is 6 mm, and the peak field is 1 T, with a coil Je of 1200 A/mm2. The energization of the system has both AC and DC components, such that the strands experience a main DC field and a small AC cyclic field. Frequencies from a few Hz to hundreds of Hz are of interest. The present design for SCAPE uses low loss NbTi strands. We have used a combination of FEM modelling (of the undulator) and analytic modelling (of the strand) to make AC loss estimates as a function of frequency. We have also explored Nb3Sn conductors for this design, using fine filament, low loss conductors. We compare losses for these two implementations over a range of frequencies
Superconducting magnets are one of the superior contenders in achieving the targets of electric aircraft industry successfully as they have very high power densities compared to other battery storage systems. Many aviation research agencies are looking at superconducting magnets as one of the alternate in replacing the conventional jet engines completely (electric aircrafts) or partially (hybrid aircrafts). National Aeronautics and Space Administration (NASA) and Air Force Research Laboratory (AFRL), USA has reported that high temperature superconducting magnets possesses higher specific energies (Wh/kg) and have infinite number of recharge cycles compared to other storage technologies employed for energy requirements. The other advantage of using such magnets is that there will be no hazardous disposals like batteries which lower the overall pollution. Superconducting magnets are DC operated systems however during charging or discharging transient behaviour of current results in the losses which would further ends up with heat generation. Heat generation during charging or discharging period would cause quenching of the superconductor due to sudden temperature rise.
In this work, electromagnetic analysis on superconducting magnet having capacity of 1kWh/3.6MJ has been performed where a 2D numerical model is developed using H-formulations in order to estimate the AC losses for a high temperature superconducting tape manufactured by SuperPower (SCS 12050) having 330A critical current at 77K. AC current having a load factor of 60.6% has been fed through the stacked tapes at 50Hz, 60Hz and 70Hz frequency and the magnetic flux along with current density distributions have been analysed and compared. It has been found that at higher frequencies the AC losses are found to be large than lower frequencies. Overcritical currents have been found in the current density distribution due to the application of E-J relationship for the homogeneous 2D numerical model.
Epoxy resin nanocomposites are widely used in high voltage direct current (HVDC) high temperature superconducting (HTS) power cable. In this paper, the DC flashover characteristics of ZnO/EP composites at both room temperature and 77K were studied. The samples were made by dispersing ZnO nanoparticles into EP resin with weight percentages of 0%, 1%, 3%, 6% and 10% respectively. The experiment was carried out under a cryogenic system in which DC high voltages ranging from 0kV to 100kV were supplied. The results show that the surface flashover voltages changed with the increase of ZnO content at 77K, and the surface flashover voltages at 77K were higher than that at room temperature for composites with the same ZnO content.
Additive manufacturing in industrial and commercial applications has drastically changed manufacturing capabilities while expanding the materials available to cryogenic engineers. Unfortunately, the thermal properties of 3D printed materials and filled materials are not well characterized, especially at cryogenic temperatures. To fill gaps in the literature, an experimental system was developed to measure the thermal conductivity of solids at cryogenic temperatures utilizing the Guarded-Comparative-Longitudinal Heat Flow Technique. The experimental apparatus is incorporated into a high-vacuum cryostat and tuned for insulating materials with thermal conductivities ranging from 0.01 W/m-K to 1 W/m-K. Results of thermal conductivity measurements of selective laser sintered nylon blends and polyimide insulation are presented for temperatures between 30 K and 170 K. Comparisons are made to traditional forms of the materials.
Unlike the more common local conductance spectroscopy, nonlocal conductance can differentiate between nontopological zero-energy modes localized around inhomogeneities, and true Majorana edge modes in the topological phase. In particular, negative nonlocal conductance is dominated by the crossed Andreev reflection. Fundamentally, the effect reflects the system’s topology. In graphene, the Andreev reflection and the inter-band Klein tunneling couple electron-like and hole-like states through the action of either a superconducting pair potential or an electrostatic potential.
We are here probing quantum phenomena in modified graphitic samples. Four-point contact transport measurements at cryogenic to room temperatures were conducted using a Quantum Design Physical Property Measurement System. The observed negative nonlocal differential conductance Gdiff probes the Andreev reflection at the walls of the superconducting grains coupled by Josephson effect through the semiconducting matrix. In addition, Gdiff shows the butterfly shape that is characteristic to resistive random-access memory devices. In a magnetic field, the Andreev reflection counters the effect of the otherwise lowered conduction. At low temperatures, the magnetoresistance shows irreversible yet strong giant oscillations that are known to be quantum in nature. Thus, graphitic materials show potential for quantum electronics applications, including rectification and topological states.
Support and funding for this work was provided by the Air Force Office of Scientific Research (AFOSR) under LRIR # 18RQCOR100, and the Aerospace Systems Directorate (AFRL/RQ).
The analysis of superconducting properties in the presence of spin-orbit coupling is the subject of many scientific papers published in recent years. Unfortunately, the understanding of the problem is insufficient due to the fact that the theoretical results have been obtained using too simple models.
The main purpose of the research is to derive full thermodynamic equations for phonon-induced superconducting state in the presence of Rashba-type asymmetric spin-orbit coupling. Conventional Eliashberg approach, based on the 2x2 matrix Green’s function, does not take into account thermodynamic functions related to the spin-orbit interaction. Currently, even the most advanced works on phonon-induced superconducting state, formed in the presence of spin-orbit coupling, use classical Eliashberg equations, while the spin-orbit interaction is included only in the Eliashberg function. Therefore, the analysis of the problem is incomplete as the additional interaction also changes the very form of Eliashberg equations.
The starting point of our generalized formalism is the Fröhlich Hamiltonian complemented by the spin-orbit coupling operator. The fundamental element of the analysis is also the definition of the four-component Nambu spinors, which allow to create a 4x4 matrix Green’s function (taking into account Green’s scalar functions corresponding to the spin-orbit interaction). During the calculations, no additional approximations were used, except those that are normally used in the derivation of classical Eliashberg equations, i.e. the Migdal’s and Wick’s theorems.
In the framework of the Eliashberg formalism has, the tendency to create phonon – induced superconducting state at a square lattice was analyzed. We have shown unbalanced superconducting state can not be created. However, for unbalanced parameter value smaller than $γ_{C}=0.42$ the electron – phonon interaction may induce non – classical superconducting state – the thermodynamic functions of this phase, the more deviate from the predictions of the BCS mean – field theory, the higher the value of the parameter is. In the system, we observed an anomalous increase in the effective mass of the electron along with the increase in the unbalanced parameter. This contributes to a drastic drop in critical temperature.
Our results suggest that the key to the phonon induction of a superconducting state on a square lattice is the existence of additional interaction (mechanism), not necessarily of pure electronic origin, which will force the appropriate degree of unbalancing of the system. Our results undermine all results obtained for the phonon-induced superconducting state on a square lattice obtained in the framework of the isotropic approximation.
In this work we will discuss several theories explaining the phenomena of negative magnetoresistance (magnetoconductivity) in diluted granular multilayers samples in insulating side of the Metal-Insulator Transition (MIT). These theories will be confronted with experimental measurements in order to try to provide physical explanations for these phenomena. We re-used in our modeling investigation, experimental data published by H. G. Silva et al [1]. Variable Range Hopping (VRH) conduction was observed in the samples at low temperatures with magnetic fields.
We study in this manuscript the low temperature dependence of the electrical resistivity in the insulating phase in both cases nearest neighbors hopping and variable range hopping in a holes system of high mobility in two dimensions hole gas grown on the surface (311) GaAs. The behavior of the resistivity in the insulating phase in quantum wells p-GaAs is qualitatively consistent with the laws laid down by the theories of localized electrons without interaction. In particular, there is a transition from a regime of high temperature nearest neighbors hopping (NNH) to variable range hopping (VRH) at low temperature. The localization length diverge power law in the vicinity of the transition point. The analysis carried variable range hopping gives results consistent with the prediction of the critical point from a recent study of percolation and other experiences
High energy physics research facilities require a vast cryogenic infrastructure to cool superconducting magnets, superconducting RF cavities, and other components to their necessary operational temperatures. The temperature sensors used to monitor this infrastructure are invariably exposed to leakage radiation in varying doses depending upon their location. Compared to many other cryogenic temperature sensors, platinum resistance thermometers (PRTs) and silicon diode thermometers (SiDTs) have the advantages of adhering to standard curves and requiring a single fixed current for operation. This work examines the gamma radiation-induced calibration offsets on two PRT models, the ceramic encapsulated PT-103 and the glass encapsulated PT-111, and a SiDT model DT-670-SD, all manufactured by Lake Shore Cryotronics. Subgroups of each model were subjected to a gamma radiation dose ranging from 10 kGy to 5 MGy with temperature calibrations performed pre- and post-irradiation over their respective operating ranges. Data were analyzed in terms of the temperature-equivalent change in the measured parameter. The PRTs behaved very well in radiation with the PT-103 and PT-111 subgroup average offsets for all tested irradiation levels being less than ±25 mK and ±35 mK respectively over the 20 K to 325 K temperature range. The SiDT model DT-670-SD behavior was more complicated with a clear change in behavior at 30 K. Below 30 K, the offsets consistently increased from slightly positive to roughly -5 K as the radiation dose increased. Above 30 K, the induced offset had saturated at 10 kGy ranging from about 0 K at 30 K to +30 K at 300 K, and exhibiting that same behavior and offset for all higher radiation doses. Equivalent temperature offset data over the sensors’ operating temperature ranges are presented by sensor model and total gamma dose.
Vacuum is the primary method for a thermal insulation of cold elements in cryogenic systems, tanks and other cryogenic equipment. A dangerous situation arise in the case of vacuum envelope failure when a 300 K air enters the vacuum and the cold elements of cryogenics equipment are exposed to a potentially intense heat fluxes and air velocity. Depending on a mass flow of the air (equivalent to size of an insulation rapture), a different rate of the temperature and pressure growth in the vacuum chamber can promote various mechanisms of the heat transfer to the cold elements. Additionally, it can be limited by the air condensation and cryosorption. In the present work a simplified numerical model of a typical cryogenics system is developed and different scenarios of vacuum degradation are considered. The current studies aim to identify the development of the different thermal conditions in the cryogenics system in the function of the mass flow of the ventilating air.
Respiratory Protective Devices such as a self-contained breathing apparatus or a hose supplied breathing apparatus connected to a stationary source, are used by first responders during an emergency. The most common means to store air is in high pressure gas cylinders up to 7,500psi. NIOSH conducted research in conjunction with NASA to employ cryogenics as a more efficient, safer way of storing air and also capitalize on its cooling aspects. This presentation is on two prototype storage and supply systems that were developed. In one case, an Air Storage and Fill Station (CryoASFS) was built to refill cryogenic breathing apparatus (CryoBA). The other was a Supply System for refuge chambers (CryoRASS) used to shelter in place during an emergency until rescued. Both use large dewars and cryocoolers to store and maintain the commodity in the liquid phase and low pressure to prevent venting. Liquid air was blended from liquid oxygen and liquid nitrogen in the ratio 1 : 5 and the oxygen content analyzed for verification. These units were built onto steel baseplates, with the dewars oriented horizontally and covered with a steel enclosures for protection against rough handling. Functional tests showed that the CryoASFS was able to fill multiple CryoBAs simultaneously without issues. The CryoRASS was able to provide breathing air and remove heat and humidity in a refuge chamber and maintain the chamber environment within applicable life support standards for long periods of time. These prototypes are now ready to be tested by first responders in simulated emergency situations to get feedback on the designs and recommendations for improvement.
The International Society for Sample Environment (sampleenvironment.org) has developed a device-communication protocol for shared pools of portable and interchangeable laboratory equipment, including temperature, pressure, and magnetic field systems. The Sample Environment Communication Protocol (SECoP) uses self-describing metadata to enable plug-and-play connection of a wide range of devices to the user facility data acquisition and control computers. Equipment developers may incorporate SECoP servers into their systems, such that multiple low-level controllers are locally integrated into a single node, providing the end user with a simple, standardized interface. Presently, the SECoP effort is based within the neutron and X-ray scattering communities. However, the potential benefits to the larger cryogenic engineering community should be seriously considered. The present talk explores the use of SECoP for a portable helium management system, which includes customizable modules for boil-off recovery, pressurized gas storage, purification, liquefaction, and automated liquid transfer. The goal is to provide reliable automation and easy integration of the helium management system into a customer’s facility.
In the last decades, several laboratories, like CERN, DESY, CEBAF, constructed the accelerators with large number of superconducting (sc) cavities or magnets operating at 2 or 4K temperature levels. Other accelerators, e.g. at GSI/FAIR, SLAC, MSU, ESS are under construction. Typically, the operation of sc cavity requires narrower ranges of pressure variation than ones of sc magnets. For large accelerators a complicated controlling of refrigerator and cryogenic system is required, which requires more elaborated design in comparison to small testing benches or single cavities modules. A review of controlling principles and loops, typically applied for the controlling of liquid helium level and pressure for large accelerators is presented. Other possible control loops, e.g. cascade control or multivariable feed-back (or with feed-forward option), are discussed. Activities, which are required for the commissioning of control loops and supporting measurements, are also mentioned. Supplementary measurements on thermal equilibration time constant between gaseous and liquid superfluid helium are also presented.
The Laboratory SBT has studied Fundamental Turbulence at High Reynolds Number for many years. Indeed, low temperature Helium has such a low viscosity, that very high values of the so-called Reynolds number Re≡UL/υ can be reached (U: velocity, L: characteristic scale of the flow, υ kinematic viscosity). These values allow to compare experiments with existing phenomenological descriptions of turbulence, which most often assume an infinite Reynolds number. Different experiments were performed [1-3], which allowed to study high Reynolds Number flows, and also to compare these (normal helium) turbulent flows with superfluid flows driven under the same conditions. These flows can be characterized with hot wire anemometry [4]. It was used in Hejet [2], but improvements in terms of spatial resolution and reliability are still under development. Moreover, the hot wires should be calibrated, which is not always possible in situ.
Therefore, we built a facility dedicated to the test and calibration of hot wires. In this paper, we describe this original cryostat. Indeed, instead of having a fixed hot wire in an incoming flow, which is the usual situation for hot wire calibration devices, the hot wire to calibrate is installed on a support part, which can be rotated in a fluid at rest. In order to calibrate the hot wires in the same velocity domain as in the SHREK and Hejet experiments, the support of the hot wire can reach velocities of a few meters per second. This calibration facility, called Hecal, is described and its first results will be presented.
1] B. Rousset, et al, AIP Conf. Proc. 985, 633 (2008).
[2] D. Durì,et al, Review of Scientific Instruments 86, 025007 (2015).
[3] B. Rousset, et al, Rev. Sci. Instrum. 85, 103908 (2014).
[4] Bruun, “Hot-wire Anemometry: Principles and Signal Analysis”, Oxford University Press, 1995.
The dimensioning of pressure relief devices (PRD) for cryogenic pressure equipment requires knowledge on the heat input at the maximum credible incident. In helium cryostats, this situation is typically defined by the loss of insulating vacuum (LIV), where the heat load is induced by desublimation and condensation of atmospheric air on the cryogenic surface. This surface is often covered with multi-layer insulation (MLI) in order to reduce the thermal radiation heat load in standard operation. During loss of insulating vacuum, the MLI represents a diffusive barrier for the air to reach the cryogenic surface, reducing the heat flux as well.
Experimental reference data for the heat flux in case of LIV exist mainly for blank surfaces; only few data are published for MLI-covered helium surfaces. Therefore, the effect has been investigated in the cryogenic safety test facility PICARD at KIT. The paper presents the results of venting experiments carried out with different numbers of layers and different types of MLI.
As compared to cryogenic storage vessels, helium cryostats include active components such as superconducting devices, heaters, pumps and control valves, which strongly influence the risk of excessive pressure. The European Standard "Helium cryostats – protection against excessive pressure" is therefore being developed by the working group CEN/TC 268/WG6, dealing with specific helium technology applications.
The new European Standard will be applicable to all helium cryostats, including e.g. superconducting magnet cryostats and cryostats for superconducting radio-frequency cavities, to coldboxes of helium refrigerators and liquefiers, to ultra-low temperature refrigerator systems using 3He and 3He/4He mixtures as well as to helium distribution systems. It covers typical accidental scenarios in order to harmonise the risk assessment and common practice for the dimensioning and the design of pressure relieving systems.
We report on the general structure and conceptual improvements of the new Standard, as well as on the present work status.
High temperature superconducting (HTS) power cables are expected to be used in electric aircraft and ships that will have integrated power systems. There have been a few studies on understanding electrical faults in power systems consisting of HTS cables. However, there are no comprehensive studies on the response of HTS cables for various kinds of electrical faults. We have recently initiated a research project on understanding various electrical faults in shipboard MVDC power system, and the duration of the fault, maximum voltage and current the HTS cables will encounter during the fault. The type of fault and associated maximum voltage and current depends on the power conversion systems and the corresponding fault management protocols. This paper presents investigations on the potential architectures being developed for MVDC power systems, and the type of faults that HTS cables will encounter in such systems. The paper will assess the relative merits of the architectures in terms of their suitability for accommodating the limitations of cryogenically cooled HTS cables and offer resilient power system. Electrical and cryogenic thermal models of HTS cables suitable for assessing the response of HTS cables for electrical faults will also be discussed. HTS cable designs that can endure electrical faults without catastrophic damage and thus result in a resilient MVDC power system will also be discussed.
Power systems in electric transportation applications and some power grids are being designed with medium voltage DC (MVDC) systems to achieve high power density and take advantage of the new developments in power electronics. The coaxial dipole superconducting gas-insulated line (S-GIL) is a high temperature superconducting (HTS) cable design which shows great potential to provide a high power dense gas cooled HTS cable. Our previous research focused on developing a monopole S-GIL where the helium gas functions both as cryogen and the dielectric medium. We reported both conceptual designs of S-GIL and 1 m long prototype capable of operating at significantly higher voltages than what is possible with solid insulated gaseous helium (GHe) cooled HTS cables. GHe cooled HTS are of interest because of their enhanced current ratings by operating below 60 K. While the monopole S-GIL design shows great promise, it is somewhat inefficient in its cryogenic design because of the requirement of one cryostat per pole. A coaxial dipole S-GIL reduces the number of cryostats required while also reducing the self-field effect on critical current and reduces/eliminates the magnetic field leaking out of the cable system. This paper discusses the conceptual design of a gas cooled coaxial superconducting dipole, fabrication of a prototype, and characterization of the dipole in terms of maximum possible voltage. The data from the measurements will be used to discuss the design options and optimization of the coaxial dipole S-GIL as well as to determine its applicability for MVDC systems. The paper discusses the challenges in the designs in terms of required insulator supports and achieving gas flow without causing unacceptable pressure drop and temperature gradient across long cable systems.
Superconducting radio frequency (SRF) cavities are traditionally cooled by immersion in liquid helium, which enforces building and operating complex cryogenic infrastructure. A simpler alternative for cooling the cavities is to conductively couple the cavities with closed-cycle regenerative cryocoolers. In this contribution, we will showcase the development of an experimental setup for demonstrating liquid helium free operation of SRF cavities. The setup comprises a high-purity aluminum link that connects an SRF cavity to a 4 K pulse tube cryocooler, a magnetically shielded cryostat assembly, and a RF driver with phase-locked loop for measuring the cavity performance parameters. We will also present the proof-of-principle accelerating gradients measured on single cell 650 MHz and 1.3 GHz SRF cavities with conduction cooling and discuss pathways to achieve accelerating gradients that are practical for industrial applications.
Any upgrade of the existing Relativistic Heavy Ion Collider (RHIC) to an electron-ion collider (eRHIC) at Brookhaven will employ superconducting radio frequency (SRF) cavities. These SRF cavities will be used to accelerate the electron beam in the new machine. External and internal mechanical, acoustic, electrical excitation sources, typically refered to as microphonics, cause disturbances to the SRF cavity's shape leading to detuning of the cavity. This study explores system configurations that can eliminate any flow induced microphonics, giving rise to a relatively quiet 2 K system. In addition to this, the paper also discusses various possibilities in intercepting heat at higher temperatures so that the total heat to be removed at 2 K is minimized. Effects of these considerations on cryomodule design are also discussed.
High temperature superconducting (HTS) power transmission cables are cooled to operating temperatures typically below 80 K using liquid nitrogen or gaseous helium. HTS cables are being considered for use in connecting substations to allow transformers to share load, or for long distance, low loss electrical power transmission. One interesting feature of HTS cables is that they have been shown to limit short circuit fault currents, which can be more than ten times the maximum operating current of a cable. When a fault occurs, the cable current exceeds the critical current of the HTS material, and the cable operates in a resistive mode for a short duration (nominally four ac cycles). During this short time, a significant amount of energy is dissipated in the cable and the cable will heat up above its normal operating temperature and must cool down before it can be returned to service. The recovery process of a high temperature superconducting power transmission cable involves several factors include the cooling scheme (counterflow or parallel flow), the refrigerator system performance with load and temperature, the energy deposited during a fault scenario, and the operating temperature margin. This is an investigation into the thermal recovery after a fault for some different HTS cable system configurations and operating conditions.
We report the use of a series of high-temperature superconducting leads in a cryostat that require no soldering to replace in the event of a failed lead. The temperature range spanned by the leads is 50 to 3 Kelvin and they typically carry currents up to 4 amperes although they have a much higher capacity in this temperature range. The leads are integrated into the cryostat by clamping both ends to gold-plated copper pads. Support of the leads over the 25 cm length is provided by a simple G10 strong back. Details of the clamping interface, measurements of joint resistances, and other interesting observations will be discussed.
Current leads supply electrical energy from a room-temperature power supply to a superconducting application, representing thus a major thermal load. State-of-the-art cooling solutions use either open (vapor cooled) or multi-stage closed cycle systems. The multi-stage concept can be integrated in one cryogenic mixed refrigerant cycle (CMRC), where a wide-boiling fluid mixture absorbs the heat load continuously along the current lead.
In this paper, we study the combination of CMRC cooling with Peltier elements at the warm end of DC current leads. The Peltier cooling may cause a temperature drop on the order of 80 K. This allows an optimization of the CMRC mixture composition towards lower temperatures, avoiding the use of high-boilers that risk to freeze out at low temperatures. Our studies suggest that Peltier and CMRC cooling can reduce the thermal load at the cold end by 30 to 45 % compared to conventional conduction-cooled current leads.
When I joined Tachikawa's group in NRIM(now NIMS) in 1978, they have almost finished the research of bronze–process and they were carrying out many kinds of impurity additions to Nb3Sn wires. Soon they found that Ti addition is very effective to enhance Jc values at high field region. I measured Hc2 values of various impurity added bronze processed Nb3Sn wires at MIT, and found that Ti or Ta addition increased Hc2 from ~22T(pure Nb3Sn with bronze) to ~26T. I also studied in situ process for Nb3Sn and V3Ga wires and tapes. The in situ V3Ga tapes were used as conductors of innermost coils of the 18T superconducting magnet constructed in NRIM.
Nb3Al is one of the promising candidates for high field magnets because of its higher Hc2 and stronger mechanical tolerance than Nb3Sn. Tachikawa and I carried out the synthesis of high-Jc Nb3Al and Nb3(Al,Ge) tapes using high energy laser or electron beam irradiations to Nb-Al and Nb-Al-Ge precursor tapes. Precursor tapes were prepared by the powder-in-tube method. By the mechanical working to tapes Al and Nb particles were elongated into fibers. The high energy beam irradiation was continuously carried out along the tape length. As the power density was high and the irradiation time was short, the tapes were heated and cooled much faster than a tape heat-treated by a conventional method. As a result stoichiometric Nb3Al and Nb3(Al,Ge) compounds were formed without any excess grain coarsening. This led to the high Jc values at high field region. For example, Jc of electron beam irradiated Nb3(Al,Ge) tape reached ~28,000A/cm2 in 25T at 4.2K. This was the highest Jc at that time.
Superconducting Nb3Sn wires are actually in the focus to achieve enhanced high field performance, in particular for future advanced accelerator magnets of the next generation, by means of novel preparation methods to increase the flux pinning. It was learned already quite early in the development of the material that stresses and strains play an important role in the Nb3Sn system and strongly influence the superconducting properties, the critical temperature, the critical current and the upper critical field in a quite complex way. Strain effects in Nb3Sn were already investigated through more than 3 decades in the community by various methods and on the whole variety of samples, bulk, thin films and wires. Investigations on the microscopic scale, the scale of the crystal lattice are used to describe and understand the strain induced and related physical properties and investigations on macroscopic composite samples as wires were used to characterize the sample response as a whole under external stress load as from Lorenz forces in the application. In practical wires the situation is rather complex since most of phase is off-stoichiometric and doped with ternary additions as Ta and Ti which has significant influence on the strain response. Additionally different wire geometries and preparation schemes lead to much different boundary conditions for the stress state with important consequences for the application of superconducting wires. This contribution likes to review selected important investigations on the different aspects of strain effects, the applied experimental methods with their specific message and finally giving a short summary of the achieved understanding of the phenomena.
The discovery that small amounts of Cu enable the formation of V3Ga, Nb3Sn and other A15 compounds without intermediate Nb-Sn phase formation without needing to go to liquid reactions opened the path to fine A15 grain size and multifilamentary strand and all the applications that followed, from NMR to ITER and beyond. Nb3Sn tape then rapidly disappeared. In order to meet the needs of the next generation of high-field magnets in the 16-18 T range, we need Nb3Sn conductors that not only significantly exceed today’s best critical current properties but also can be produced at reasonable cost. Our own most recent ventures have been with Hf-alloyed Nb4at.%Ta alloys. Kyoji Tachikawa had championed Hf as a potentially beneficial addition to Nb in the early 1980s. With few demands then for ultra-high field properties, the benefits may have been overlooked. We have since returned to examine Hf additions to the Hc2-optimized Nb4at.%Ta alloy. We have found that the Nb4at.%Ta1Hf alloy recrystallizes much less easily than Nb4at.%Ta alloy and forms a much smaller A15 grain size without sacrificing irreversibility field, greatly increasing the high field current density. We look at the history of these developments and what they might suggest for the future development of Nb3Sn conductors.
Prof. Kyoji Tachikawa always had strong interest for superconducting materials having high Jc in high magnetic fields. In 1980’s, his interests had moved from the bronze processed V3Ga and Nb3Sn wires to advanced Nb3Al and Nb3(Al,Ge) wires, which had much higher Bc2(4.2K) of over 30 T. The stoichiometric Nb3Al as well as Nb3(Al,Ge) required high temperature heat treatment about 2,000oC, so that he proposed the liquid quenching process and the high energy beam irradiation process with his colleagues (Drs. Togano and Kumakura) at National Research Institute for Metals (NRIM). Those Jc of 18,000 A/mm2 could be obtained at 4.2 K and 15 T, and however it was difficult to fabricate a long length round wire by using those processes. In 1990’s, after he moved to Tokai University from NRIM, he tried to newly synthesis Nb3Al and Nb3(Al,Ge) through the diffusion process using intermediate compounds as a starting material. He also proposed MgO powder addition to A15 in this study, and he found that it was successful to introduce effective pinning centers and to suppress the peak effect on Nb3(Al,Ge). Actually, I was Ph.D student in his laboratory at that time.
Meanwhile, in 1990's at NRIM, his three colleagues (Drs. Inoue, Iijima and Takeuchi) proposed the Rapid Heating/Quenching and Transformation (RHQT) process for Nb3Al round wires. I have joined this work in the late 1990’s after graduation from Tachikawa laboratory. Today I still keep going on the R&D for Nb3Al wires after their retirement. I will give a talk about present status and future prospects of Nb3Al conductor development at National Institute for Materials Science.
The recent progresses, properties, and future work of APC Nb3Sn conductors are reported. Great progresses have been made in the past two years in developing the APC Nb3Sn wires, including adding Ta dopant and improving wire recipe and quality. This has led to great improvement in their properties. The most recent APC wires have achieved Bc2 (4.2 K) above 28 T (1-2 T higher than conventional best Nb3Sn wires) and non-Cu Jc values above the Jc specification required by the Future Circular Collider (FCC). Other unique features of the APC wires that are not seen in conventional Nb3Sn conductors, such as much higher Sn content in Nb3Sn layers and shift of Fp-B curve peaks to higher fields, are discussed in details. The causes for the high Sn content are explained by a diffusion reaction theory developed for the growth of Nb3Sn layer. The shift in Fp-B curve peaks and improvement in pinning force have long been believed to be caused by the refined Nb3Sn grain size in the APC wires. Here experimental studies show that the ZrO2 particles, which serve as point pinning centers, play a more important role than the refined grain size. The size and distribution of ZrO2 particles are observed with transmission electron microscope (TEM). At last the future work needed for the development of APC wires is reported, including optimization work to further push the performance and work that is still needed to make practical long-length magnet-grade conductors.
The construction of the Future Circular Collider (FCC) has very stringent requirements for Nb3Sn conductor critical current density, Jc, with a target non-Cu Jc(16T, 4.2K) of at least 1500 A/mm2. Nowadays the best commercial Nb3Sn strands can only reach 1300 A/mm2, consequently it will be necessary to significantly increase the high field Jc. To meet this challenge requires new approaches that can introduce additional pinning centers while maintaining a high irreversibility field, HIrr. In this work, we focus on Nb3Sn wires prepared using Nb-Ta-Zr and Nb-Ta-Hf alloys. Both Zr and Hf had been partially investigated in the ’80 and ’90 but only recently it has been shown that greatly enhanced pinning can be obtained in Nb3Sn with Zr or Hf, while maintaining high HIrr by incorporating Ta doping. In the Zr case, an internal oxygen source (SnO2) is required, and ZrO2 nanoparticles have been shown to form in the Nb3Sn. However, we find that Fp and Jc at high field can be further improved with Hf additions without supplemental oxygen. The introduction of a significant point defect pinning contribution increases the maximum of Fp by more than a factor 2 and shifts its peak position from 4.6 to 5.8 T with respect to Ta-only doped wires. This leads to a layer Jc(16T, 4.2K) of about 3710 A/mm2, corresponding to a potential non-Cu Jc(16T, 4.2K) of 2230 A/mm2. We will also discuss the sensitivity of these properties to heat treatment, the different HIrr and Fp behavior with respect to standard Ta/Ti-doped conductors and the recent high field characterizations of newer alloyed wires.
Acknowledgments. This work was supported by the U.S. DOE No.DE-SC0012083. A portion of this work was performed at the National High Magnetic Field Laboratory, which is supported by NSF Cooperative Agreement No.DMR-1644779 and the State of Florida.
Coated conductors (CCs) of YBa2Cu3O7 (YBCO) have emerged as the most attractive opportunity to reach unique performances for large scale superconducting power applications and high field magnets, though reducing the cost/performance ratio continues to be a key objective at present. It is still particularly necessary to develop faster growth in order to increase the CC throughput. Liquid-assisted growth of YBCO coated conductors is a very promising approach to fulfill this requirement.
In this presentation a novel methodology of very general validity will be reported called Transient Liquid Assisted Growth (TLAG). We will show that using Chemical Solution Deposition (CSD) of non-Fluorine metalorganic precursors we can generate kinetic conditions where the thermodynamic hindrances to form stable liquids can be avoided and so a transient liquid can be formed in principle for any REBa2Cu3O7 (RE = Rare Earth or Y). We will show that growth rates as high as 100 nm/s can be achieved with this approach. On the other hand, an additional advantage of CSD-TLAG is that preformed nanoparticles can be incorporated to the metalorganic ink to prepare superconducting nanocomposites and so enhance vortex pinning. We will present the principles of this novel growth approach and the different strategies we are following to control supersaturation in the liquid assisted nucleation and growth, the new defects landscape and the role of the preformed nanoparticles in the vortex pinning of TLAG-nanocomposites. Finally, the potential of CSD-TLAG for industrial scaling up and specific power applications will be discussed.
This research has been funded by projects EU-ERC_AdG-2014-669504ULTRASUPERTAPE, EU-FP7 NMP-LA-2012-280432 EUROTAPES, EU-H2020 FASTGRID and Excellence Program Severo Ochoa SEV2015-0496
STI continues to improve our High Temperature Superconducting (HTS) ReBCO coated conductor production and metrology techniques to deliver higher-performance & lower-cost superconducting products to our customers in key application markets. In this talk, we’ll cover (3) areas of our recent focus to enhance our product qualities; Long length in-field metrology for 2G HTS characterization, Process controls for higher performance ReBCO film properties during growth, & slitting processes to minimize yield loss for narrow gauge applications.
Metrology: A goal for our Dept. of Energy grant is to develop ReBCO characterization measurements up to 2 Tesla B-Field & at all-angles & 65K on continuous long-length superconductor tapes. STI is working on a cryogenic sensor technology for an inline superconductor measurement machine & will report on progress.
Process Control: 2G HTS ReBCO superconductor crystal growth is best accomplished in precisely controlled oxygen partial pressure and at high temperatures (>750oC). STI is working with Fiber Bragg arrays for improved in-situ high temperature process control accuracy & repeatability in large area furnaces to achieve higher yield production and lower costs.
Slitting: STI grows ReBCO 2G HTS on foil substrates up to 550m long x 16mm wide. Some product applications require the superconductors to be as thin as 1mm, like discrete wires. We’ll review slitting effects on superconducting wire quality over long-lengths and our findings on different processing techniques used to-date.
YBCO based 2G HTS wires are being manufactured at MetOx on pilot production scale at this time with the ultimate goal of providing the industry with high performance and low-cost wires for magnet and cable applications. MetOx uses IBAD/MOCVD process and currently coats 12 mm wide tape. At this time MetOx wires have 50 m single piece length and 77K/SF Ic of 400-500A. Two different recipes have been developed: high in-field performance wire for magnet applications and lower cost wire for cable applications. MetOx MOCVD YBCO process has distinctive features which make it scalable for high throughput low cost production. It utilizes proprietary growth process enhancement, which allows high performance YBCO coatings to be produced in situ at high growth rates. MetOx is developing the next generation of process tools with 1000 km per year capacity which should be commissioned in 2020-21 time frame and should meet the growing demand for lower cost high performance 2G wire.
Dramatic improvement in in-field performance of thick 2G-HTS tapes has been recently achieved in >4 m thick REBCO films over a wide range of field and temperatures, as demonstrated by the resulting engineering current densities, JE, of over 15 MA/cm2 at 30 K, 3 T and over 5 kA/mm2 (0.5 MA/cm2) at 14 T, 4.2 K, which is over five times higher than that of Nb3Sn. The ability to control film quality at high film thickness has been addressed by the development of an Advanced MOCVD (A-MOCVD) deposition system, while the maximization of in-field performance has been achieved by progress in understanding of control of Artificial Pinning Center (APC) size, density and morphology.
In this talk, the progress in scale-up of the A-MOCVD + APC technology will be presented. The details associated with scale-up will be outlined. In addition, the progress in inline quality control metrology and real time process feedback will be presented. In particular, incorporation of an inline 2D-XRD system into A-MOCVD will be discussed, along with the identification of key features of the XRD footprint that enable not only identification of film growth quality, but also identification of APC morphology, density and in-field performance. The effect of composition and type of APCs on stability and repeatability of performance will be discussed. Progress in process efficiency improvement will be presented. Finally, newly discovered features of in-field performance will be presented that enable long-length characterization of in-field performance over a wide range of fields and temperatures based on Pearson Correlation characteristics of thick REBCO films with different APCs.
The University of Houston and AMPeers have developed round REBCO wires of 1.3 to 1.9 mm in diameter that can retain nearly 100% of its critical current even when bent to a radius of 15 mm. Such a small bending radius is a requirement of canted cosine theta coils that are being developed for accelerator magnets. Such small diameter wires and excellent bend strain tolerance have been made possible through the use of symmetric REBCO tapes with ultra-thin substrates (~ 18 – 22 µm thick). Guided by an analytical stress-strain model, copper stabilizer of an optimum thickness is deposited primarily on the REBCO side to position the REBCO layer close to the neutral plane. Symmetric Tape Round (STAR) wires have been fabricated with 6 – 12 layers of tape wound on copper formers of diameters as small as 0.5 mm. STAR wires tested at 4.2K exhibit engineering current densities as high as 739 A/mm^2 at 15 T and 584 A/mm^2 at 20 T. STAR wires have been scaled up to long lengths and are becoming available for fabrication of compact coils for accelerator magnets and other applications.
The resin used for bonding and insulating superconducting magnets can be a major factor in ensuring reliable and stable operation of the completed assembly. There are many resin systems and available to magnet designers and engineers. The selection of the correct material depends on the application technique selected, the processing requirements and the end properties required of the cured resin. Available techniques for magnet construction and bonding include vacuum impregnation (VPI), so called ‘wet winding’ and the use of pre-impregnated fabrics. The advantages and disadvantages of these techniques are considered and the processing requirements for each are discussed. Materials selection requires an understanding of the processing characteristics such as viscosity and ‘useable lifetime’ but these must be married with the properties required of the cured resin. A low viscosity and long useable life is a frequent requirement for VPI processing of large magnet systems and this may be difficult to match with high thermal shock resistance that may be required to minimize cracking possibilities in resin rich regions. Examples are presented of resin systems resistant to cracking and structural features that enhance this parameter. For many magnets that may operate in an ionising radiation environment, radiation stability is an important requirement. Radiation stable systems are described and structural features that promote such stability are considered, along with the difficulty of matching all competing requirements.
In this talk, we will present magnet performance and quench training of LBNL Nb3Sn accelerator magnets and our experience and quests for a better epoxy for reducing quench training in Nb3Sn superconducting magnets. We will present our assessment of properties of CTD-101K, several other epoxies that have been used for superconducting magnets, and new recipes being explored at LBNL, and discuss the training performance and mechanical analysis of the canted cosine-theta magnets recently built at LBNL and impregnated with the widely used CTD-101K and NHMFL-mix 61, a higher toughness epoxy. To examine various hypothesis of root causes of quench training, we will then present our measurement results of epoxy cracking, debonding and interfacial shearing at the interfaces between epoxy and other components of superconducting winding under various loads, including tensile, compression, shear only, a combination of compression and shear, and with various Nb3Sn magnet fabrication treatments, including with or without S-2 glasses going through a Nb3Sn reaction heat treatment, and with or without using the CTD1202, a ceramic binder that is believed to make brittle the S-2 glass fibers.
B. J. Gold1,2, B. Auchmann2,3, D. Tommasini3, T. A. Tervoort1
1Soft Materials, Department of Materials, ETH Zürich, Zürich, Switzerland
2Paul Scherrer Institute, GFA, Villigen, Switzerland
3CERN, TE, Geneva, Switzerland
The Future Circular Collider Study (FCC, hosted by CERN) explores possible designs for circular colliders addressing the post-LHC era. To reach higher energies which is fundamental for studying up-to-now unexplained phenomena, the development of new technologies, i.e. new coil concepts, providing magnetic fields up to 16 T, is desirable. A crucial aspect in this area of research addresses the necessary improvements with respect to the resin impregnation systems, with the goal to overcome field limiting effects occurring during training like micro-cracks, plastic events, or delamination. A current cooperation between ETH Zürich, Paul Scherrer Institute and CERN, embedded in the CHART (Swiss Accelerator Research and Technology) initiative , aims at the development of tough epoxy systems suited for the impregnation of future high field superconducting magnets. In the first project period, - running since May 2018 – a baseline is established by the characterization of three technically relevant systems that are compared with regards to their mechanical and processing properties at room temperature and liquid-nitrogen temperatures. An overview about the project itself as well as its latest status concerning the compression, tensile, three-point bending, fracture toughness, viscosity and calorimetric measurements will be given and put up for discussion.
Superconducting magnet epoxy impregnation has the unique requirement of utilizing a liquid with very specific properties at slightly elevated temperatures that transforms into a solid with low temperature property requirements. Here we test the properties of two neat resin epoxies at room and cryogenic temperatures. Tensile, compressive, fracture toughness and thermal expansion tests are conducted on the two materials. We compare the properties and discuss their relationship to magnet performance.
Epoxy resins have long been a focus of superconducting magnet design. They provide strength and stability to the superconductor, to allow coil fabrication and consistent magnet performance. They are often cited as a main contributor to magnet performance, often as a limiting factor, from epoxy cracking and energy release. While a large variety of alternative thermoset resins have been investigated from cyanate esters to bismaleimides, thermoplastic resins are often ignored because of their high viscosity, high processing temperature and general difficulty of use in such an application. Historical methods are abandoned, and alternative techniques are developed to handle the challenging resin systems. Test results demonstrating the feasibility of high-performance thermoplastic systems for superconducting magnets are presented.
The number of flights is growing each year by 5% and consequently its environmental footprint. Be it CO2-, NOx or noise emissions - the aviation industry is dedicated to hunt the demons of its own success and bring down them down by roughly 80 % until 2050. One broadly communicated and advocated way to achieve these goals is by means of electric and hybrid-electric propulsion. Without doubt, replacing conventional drive trains with electric ones can help to reduce local emissions and overall energy consumption in aviation just as in other applications. However, largely due to the large hype around this technology and a 1-to-1 analogy transfer from the automotive industry, there are several misconceptions around it. In my presentation I will address major points, present challenges connected to those and how to give an outlook on further solutions. The potential impacts of superconductivity and cryogenics will be discussed.
Vacuum break in particle accelerators is a major concern due to risks associated with personnel and extensive equipment damage. Continuing research in our lab focuses on the sudden loss of vacuum in the liquid helium cooled beam-line tubes of superconducting particle accelerators. In our previous research, we studied nitrogen gas propagation in a uniform tube system immersed in both normal helium (He I) and superfluid helium (He II). It was observed that He II has a stronger effect in slowing down the gas propagation compared to He I, but this effect was identified as largely due to the variation of the point where condensation and deposition of the nitrogen gas on the tube inner wall begins (Int. J. Heat Mass Trans., 129, 1144 (2019)). Here, we discuss our modifications to the tube system that now allow us to accurately control the starting location of gas condensation in both the He I and He II experiments. Systematic studies of gas propagation have been conducted using this new tube system by varying the nitrogen mass flow rate at the tube inlet. Data obtained from these studies are used to expand our current gas propagation theoretical model and for extracting the gas sticking coefficient in the continuum flow region.
The comprehensive research facility for key systems of fusion reactors was included in the “13th Five-Year Plan” priority project in China. In order to meet the requirements of cryogenic testing of the large superconducting magnets, it is proposed to build a 3kW@4.5K refrigerator and carry out research on 3kW@4.5K helium cryogenic system. To evaluate the reliability of the 3kW refrigerator, the faliure modes, effects and criticality analysis(FMECA) was performed on the helium refrigerator. The refrigerator system is divided into three subsystems: the compressor system, the oil-removal system and the cold box, to identify the failure modes and the impact on the refrigerator system related functions. Calculating the critical value based on the product of the severity and the occurrence and plotting the risk matrix to find the components with high risk and medium risk. In the end, the corresponding risk mitigation action will be proposed to reduce the high-risk components in the refrigerator.
In mechanical experiments, the stirling cooler is often rigidly contacted with the fixture, and mechanical condition applied on the cooler is the same as that generated by the shaking table. In some special cases, flexible design is needed between the cooler and the fixture, and the relative position between them will change during the vibration process. Then, the mechanical condition on the cooler is quite different from that generated by the shaking table. In order to obtain the response of the cooler to mechanical condition under non-rigid contact conditions, a split Stirling cooler is selected in this paper. A gap is designed between the cooler and the fixture. The response of the cooler to different mechanical conditions is tested, and the response spectrum is obtained. This study is helpful to further understand the response characteristics of split stirling coolers to mechanical conditions, and also has certain reference value for the application expansion of stirling coolers.
Liquid natural gas (LNG) boiling process concerns majority of LNG applications because of a need of its regasification. Depending on pressure an equilibrium temperature of LNG is 112-160K. The low boiling temperature of LNG makes the vaporisation process complicated. An important risk of the regasification is related to a possibility of a solid phase formation (freezing of a heating fluid). For a range of important applications the heating fluid is water or water-glycol mixture, characterized by freezing temperature considerably higher than the boiling temperature of LNG. The solid phase formation can lead to an increase of hydraulic pressures losses, deterioration of the heat transfer or even to the destruction of a heat exchanger and any accompanying device. It motivates a need for better understanding and control of a heat transfer related to the regasification to avoid the solid phase formation. The overall heat transfer intensity is a function of: boiling regime of LNG, a wall conduction and a heating fluid convection. The most important one, from the point of view of the freezing risk, is related to the LNG boiling regime. It depends strictly on temperature difference between the boiling LNG and the heating fluid. A typical boiling curve of a liquid gas varies greatly with a temperature difference. The current work analyses a LNG regasification process in a function of a number of parameters, including the LNG boiling regime. It shows that the boiling process of LNG is a main factor of the freezing risk and need to be controlled.
Cryogenic fluids are used for wide range of industrial and laboratory applications. Vacuum or supper-insulated transfer lines are efficiently used to transfer these fluids from the storage Dewars to the end applications. As the heat transfer to the cryogens flowing through the transfer line cannot be completely eliminated, many a times two-phase flow occurs during the transfer process. It is necessary to estimate the quality of the flow (void fraction) and the amount of cryogen being evaporated in the transfer process. Many techniques are available to measure the void fraction, but implementing these techniques to cryogenic fluid flow is sometimes difficult and expensive. Capacitance measurement technique is one of the easy and simple methods to find the liquid level and void fraction. Towards this, an attempt has been made to design capacitance based void fraction measurement sensors for cryogenic applications. Most of the capacitance sensors are made with inner glass tube, which needs special attention in handling the device and also sometimes it is difficult to make end connections for the glass tubes. The present work deals with design optimization of Hylam(TM) and fibre-reinforced plastic (FRP) inner tube concave plate capacitance sensor and it’s calibration with the help of capacitive based triple redundant level sensor for cryogenic fluids. 3-D modelling and thermo structural analysis of the developed sensor has been carried out in ANSYS workbench and electrostatic analysis has been carried out using ANSYS Maxwell software. The results obtained by the analysis have been validated with experimental results.
The so-called FlexCryo is a new integrated instrumentation developed by CEA/DSBT and dedicated to cryogenic applications.
It can measure temperatures down to 50 mK using a lock-in amplifier and drive heaters from microwatts to watt.
This flexible solution is based on a 19 inch rack featuring a processor card and five slots.
Currently these slots can accept three types of cards following:
- The new ULTM50 electronic card, featuring four channels dedicacted to the measurements of temperatures down to 50 mK.
- The CABTR offering eight channels to measure temperatures above 1 K.
- The new MCSubK electronic card featuring ten channels, each able to drive in a four wires configuration, heaters from 1W down to 1µW for temperature control.
A first FlexCryo has been recently assembled. It comprises 20 temperature channels (4 subK and 16 above 1 K) and 10 heaters. All cards are controlled using a Zynq “system on chip” (with ARM processor) and the FlexCryo features a touch screen, bluetooth and WIFI capabilities. It can also be connected directly to a laptop for laboratory use or to a programmable logic controller for industrial use. Details on the performance and on the specific software will be presented.
Stable operation of helium cryogenic system and low heat loads are of paramount importance. In order to achieve the required pressure stability and heat loads, all sources of possible disturbances have to be eliminated at the design phase and latest during the commissioning activities. One of such disturbances is thermally driven oscillations (TAO), which could occur when a local heat source is presented or continuous transition from cold to warm temperatures exists. Unfortunately, theoretical background of TAO for helium systems, originally developed by Nikolaus Rott, is relative complicated for practical implementations, and also contains ideal conditions, like smooth tube without frictional contribution to flow. Moreover, TAO occurrence has a statistical character, so in some properly designed systems, these oscillations could also occur and countermeasures must be taken. In the open literature sources, TAO are extensively measured, though thorough result comparisons would be helpful. Additionally, the systematic discussion of all countermeasures is still missing. In the present paper, a short review on available theoretical and experimental results related to the TAOs is given. Several practical tips for the designing as well as review on countermeasures during cryogenic system operation are presented.
Cryogenic valves are indispensable components for the reliable operation and controlling of cryogenic facilities. The key controlling components are cryogenic valves, which are used to regulate the flow of cryogenic fluids or to liquefy gases. Helium cryogenics typically has additional requirements, for example, very low heat loads, high leakage tightness, etc, which leads to specialized solutions like valves with long (stem) length, thin wall thicknesses, bellows for leakage tightness, high manufacturing tolerances. In some cases, very specialized valves are required, e.g. regulation and safety (for helium gas release after superconducting magnet quench), extra-long stems, etc. The present paper gives some comments and notes from practical experience on specification, installation and commissioning of cryogenic valves and Johnston couplings. Non-standard valves with specialized options, which could be helpful for special application areas, are discussed in details. Present trend in cryogenic valve developments as well as future possible valve improvements are also outlined.
Carbon dioxide (CO2) cryogenic desublimation separation is an emerging contamination-free carbon capture method. Solid CO2 as an important industrial product is widely used in many fields. So far, there have been few investigations focusing on the detailed desublimation characteristics of CO2 due to the difficulty of visual experiments under low temperatures and the challenge of controlling the growth of solid CO2 accurately and collecting it easily. In this study, the core part of the experimental set-up is a visual tube-in-tube counterflow heat exchanger consisting of a Pyrex glass tube with a larger diameter and a stainless steel tube with a smaller diameter. The CO2 nucleation and crystal growth occurs on the precooled outer surface of the inner tube, and the process is recorded by a camera. According to classical nucleation theories and experiments, an empirical formula for the two-dimensional nucleation rate of CO2 is established. In contrast to the nucleation process in solution, here the flow rate is considered in addition to the supersaturation state and growth temperature. The single crystal morphology of carbon dioxide has been explored for the first time. Under different growth conditions, crystal growth shows four different forms, ice layer with smooth surface and edges, ice layer with branches, dendrite snowflakes and uniformly covering crystals. The thermodynamic mechanisms are analyzed and the distribution pattern of CO2 crystal growth is obtained. Low temperature and high concentration are the main driving forces for the growth of the dendrite branches, since on the gas-solid interface, the part which extends into the supersaturated gas grows and dissipates the latent heat faster than other places. It is beneficial to study the crystal growth morphology of CO2 to control the growth of CO2 solid accurately, understand the properties of CO2 solid, then develop CO2 desublimation capture technology and promote its application.
Key Words:CO2 desublimation; visual experiment; nucleation; morphology of CO2 crystal.
A novel fruit peeling method based on cryogenic treatment is proposed. And a corresponding cryogenic equipment has been developed. The principle of cryogenic peeling is that the expansion coefficient of fruit and peel is different at low temperature. Compared with the conventional chemical peeling methods, cryogenic treatment peeling is a treatment method that does not contaminate foods. For the developed cryogenic device, the walnut is treated with a lowest temperature of 80 K and a daily throughput of 10 tons. This paper will introduce the treatment process, cooling/rewarming method and corresponding experimental results of the developed cryogenic treatment equipment.
Hybrid J-T cooler has been the most commonly used 4K cryocooler in space detectors. Although resistance of the J-T valve deeply affects the performance of the J-T cooler, few researches have been down especially on the J-T orifice. Because the J-T process is quite complicate, the dimensionless resistance coefficient is defined and deduced using dimensional analysis method to evaluate the pressure drop of the J-T orifice. Then, experimental research is carried out and a series of J-T orifices are experimentally tested. Then, the experimental correlation equations of the resistance coefficient at 4.2K are achieved based on the results of dimensional analysis and experiments.
Future astrophysics missions such as SPICA, Athena or LiteBird will need a cooling down below 1 K (until 50 mK) to achieve the detectors required sensibility. To address such requirements, cooling chains are build coupling several technologies using intermediate temperatures cooling.
A high cooling power at 15 K is then essential, so the CEA-SBT designed a Pulse Tube cooler system providing more than 500 mW at 15 K. This PT cooler consists of a heat intercepted single-stage cold finger which, for lab test purpose, is pre-cooled by a Gifford McMahon cryocooler. Its geometry is based on an engineering model which has been tested and qualified, and is being advanced in a separate ESA program involving also our industrial partners Air Liquide AT and Thales Cryogenics BV.
Many studies focus on these regenerators materials, in particular for the cold part which is critical to the PT performances. To complement such investigations, we chose here to keep standard material (stainless steel meshes) and study the influence of the cold regenerator meshes geometry on the operation of the cold finger. The wires diameter is there varying, what modifies the porosity, the dead volume and the heat surface exchange of the cold part.
Experimental results on different meshes designs are presented here and analyzed. The influence of the meshes geometry on the pressure loss, the parasitic heat losses and the performances are then discussed.
This study, together with material regenerator study, will give valuable inputs to improve 15 K cold finger performances.
Miniaturized cryocooler systems are among the key components of state-of-art infrared sensing small satellites (SmallSats). To achieve small size, these cryocoolers need to operate at high frequencies, e.g., 200 to 300 Hz range. High frequency leads to lower compression and expansion swept volumes and hence a smaller cryocooler. Previously we showed that pulse tube cryocoolers have high boundary layer losses for small size pulse tube diameters, which results in low thermodynamic efficiency. In this follow-up study we present a sensitivity analysis on the pulse tube boundary layer losses which investigate the effects of the bounding temperatures, pulse tube aspect ratio, operating frequency and pulse tube diameter. Computational fluid dynamics (CFD) is used for this sensitivity analysis. The results allow us to find the threshold conditions beyond which a miniature pulse tube cryocooler can no longer be effective for use at high frequencies.
Shanghai Institute of Technical Physics (SITP) of the Chinese Academy of Sciences (CAS) has been engaging in the development of space long-life cryocooler for over 30 years. The three typical cryocooler (pneumatic Stirling cooler, Stirling cooler and pulse tube cooler) were all developed simultaneously. In 2002, a self-developed pneumatic Stirling cryocooler operated in orbit successfully in China for the first time. This paper reviews the performances and the applications of the mature long-life cryocooler at SITP. A 45 K dual-drive Stirling cryocooler, a 80 K pneumatic Stirling cryocooler (total weight 900 g) and several inertance pulse tube cryocoolers (170 K, 90 K, 60 K, 40 K, 30 K) are introduced in detail. The reliability and high efficiency of SITP's space long-life cryocoolers (all three types) have been verified in the space applications. Some researches on the large cooling capacity, the size miniaturization, and the deep low temperature mechanical cryocoolers at SITP are also mentioned. The developed and developing cryocoolers can meet the cryogenic requirement of China’s current and future space applications.
ACKNOWLEDGMENT
This work is supported by the National Natural Science Foundation Projects (No. 51806231), the Natural Science Foundation of Shanghai (No. 18ZR1445600) and the China Postdoctoral Science Foundation (2018M630476).
This paper presents the design and performance test of a single stage coaxial pulse tube cryocooler operating at 80 K using a moving magnet type linear compressor. We designed the compressor with the input capability of 100 W at the operating frequency of 50 Hz. A pulse tube cold finger with a double segmented inertance tube was designed for the cooling capacity of over 1.5 W at 80 K. The coiled inertance tube was assembled inside the reservoir. Cooler drive electronic using 28 Vdc control the linear compressor with input power of up to 120 W. In experiment, the pulse tube cryocooler cool from ambient temperature to 80 K in less than 10 minutes. The pulse tube cryocooler is capable of providing the cooling capacity of 2.0 W at 80 K with power consumption of 100 W. The cooling capacity increases from 0 W to 2 W with the power consumption changing from 25 W to 100 W. Thermal vacuum, random and sinusoidal vibration tests have been conducted to evaluate their performance characteristics and structural integrity.
The cryocoolers working around the liquid nitrogen temperature have important applications in high temperature superconducting, infrared detectors and gas liquefaction. Meanwhile, high frequency pulse tube cryocoolers have attracted the attention of scholars due to low vibration, compactness and high reliability. This paper developed an 20W/80K high frequency pulse tube cryocooler with inertance tube and gas reservoir as the phase shifter. The effects of operating parameters, such as working frequency and charging pressure, on the cooling performance will be presented. Some improvement measures will be explored by numerical simulation to further enhance the cooling performance.
High-frequency pulse tube cryocooler is difficult to obtain lower cooling temperature: to obtain the liquid helium temperature, three-stage or four-stage structure by thermal coupling are currently used. In order to further improve the compactness, a two-stage gas-coupled high-frequency multi-bypass coaxial pulse tube cryocooler has been designed. The simulation results indicate that the designed cryocooler can provide a cooling capacity of 20mW@4.2K with 370W input electrical work. The interaction between structural parameters and operating conditions, as well as some preliminary test results will be presented in this paper.
The new Cryogenic Flux Capacitor (CFC) technology employs nano-porous aerogel composites to store large quantities of fluid molecules in a physisorbed solid-state condition at moderate pressures and cryogenic temperatures. By its design architecture, a CFC device can be “charged” and “discharged” quickly and on-demand according to standby/usage requirements. One of three main application areas is the CFC-Life for breathing air or oxygen supply to meet new demands in life support systems. Through the LOXSM Project the National Institute of Occupational Safety and Health, and Cryogenics Test Laboratory have partnered to test the feasibility of applying the CFC technology to Closed-Circuit Escape Respirators (CCER), or respirators operating on the closed-circuit principle in general. The envisioned Cryogenic Oxygen Storage Module (COSM) is an innovative concept to store oxygen in solid-state form, according to physisorption processes at any cryogenic temperature, and deliver it as a gas using the CFC as the core storage element. Gaseous oxygen would be admitted into the breathing loop of the CCER by introducing heat into the storage module. Potentially replacing the gaseous or chemical based oxygen supply used in today’s closed-circuit respirators, the COSM is a high capacity, form-fitting, small-size solution for future life support equipment of all kinds. In particular are the CCER devices that must to be carried on the person, ready to be quickly deployed and used for escape in an emergency. Initial test data for physisorption of oxygen in aerogel materials and CFC core modules are presented. The basic operational parameters for charging and discharging are summarized through prototype testing of the cryogenic oxygen storage module.
A mobile Magneto encephalography (MEG) of Sumitomo Heavy Industries, Ltd. (SHI) uses a high temperature superconducting magnetic shield, Superconductor-Normal-metal-Superconductor (SNS) type Superconducting Quantum Interface Device (SQUID) sensors, and they are cooled by a zero boil-off cooling system. The zero boil-off cooling system consists of a circulating cooled helium gas system for cooling the high temperature superconducting magnetic shield below temperature 90 K and a helium recovery system for cooling the SNS type SQUID sensors to liquid helium temperature. The zero boil-off cooling system are designed to allow measurement in an operating state, allowing arbitrarily long usage. We succeeded first measurement of neuron current in brain by using SHI’s MEG with Helium zero-boil off cooling system at April, 2018. This paper describes overview of SHI’s MEG, the thermal design of the zero boil-off cooling system for our MEG and the results of cooling performance test.
We performed magnetic, mechanical, and thermal modeling of a 3T, actively shielded, conduction-cooled, whole-body MRI magnet. The design had a magnet length and conductor length comparable to NbTi helium-bath-cooled, 3 T designs. The design had a magnetic field homogeneity better than 10 ppm within a DSV of 49 cm. A new class of MgB2 strand especially designed for MRI applications was considered as a possible candidate for winding such a magnet. The magnet design was a segmented coil type optimized to minimize conductor length while hitting the standard field quality and DSV specifications as well as a standard, compact size 3 T system. Unlike the frequently used Helmholtz-like coil pair design (even number of coils, typically 8 or 10 coils in total) we used a Maxwell-like configuration (an odd number of coils, containing 9 coils in total). This Maxwell-like coil design is advantageous for a number of reasons, in particular because it can allow a higher inner winding diameter in the central part of the MRI magnet. Gaining an extra space in central part of MRI magnets is extremely advantageous because this is the space needed for placing other parts of MRI systems such as, e.g. RF coils, detection coils, shimming coils etc. The total winding length is 1.37 m, and the total conductor length is 109.3 km. The operational current is 287 A, and based on a 4.2 K Ic = 383 A, this gives I/Ic = 0.75. Maximum strain in the winding was less than 0.4 % (wire strain tolerance). The magnet can be cooled down to 4.2 K using 2 cryocoolers. This work represents the first magnetic design for a whole-body 3 T MgB2-based MRI magnet for a short (1.37 m length) magnet which uses the performance parameters of existing MgB2 wire. This result represents a strong step towards a viable 3 T, whole body, conduction cooled MRI based on MgB2 conductor.
Cryo-ablation is a breast cancer treatment method that utilizes a small probe in precise locations within the body to freeze and destroy unwanted cancer tissue. Recently there has been a growing interest in combining cryo-ablation with magnetic resonance imaging (MRI). The challenge of combining these two technologies is that MRI devices require the absence of metals, and traditional heat exchangers used in cryoprobes are typically composed of thermally conductive metals that tend to disrupt the magnetic field produced by an MRI, impairing its functionality. Subsequently, it becomes of interest to develop a heat exchanger composed of thermally conductive MRI-compatible materials. Furthermore, this can now be accomplished with additive manufacturing, utilizing thermally conductive ceramics such as zirconium or silicon. This report presents the results of a thermal modeling effort to characterize and design a non-metallic Joule-Thomson cryoprobe for cryo-ablation. The model is comprised of a Joule-Thomson valve, as well as a discretized recuperative heat exchanger that includes the effects of axial conduction, pressure drop, and fluid properties for single components and mixtures. The operating temperature for this device is 150 K, which is a viable temperature for cryo-ablation while also adhering to size constraints.
In order to further maintain the quality of sea-fish after harvest, it is necessary to figure out the heat transfer law during its cryogenic freezing and cryopreservation process (below -40℃). There is little literature to discuss thermo-physical properties of food in cryogenic temperature. In this paper, the thermo-physical properties of sea-fish were measured experimentally. A special cold head of pulse tube cooler was designed to measure the thermal conductivity of sea-fish. Then the specific heat was measured through a cryogenic differential scanning calorimeter (DSC). According to the properties of different fishes in sea, the functional relationship between thermal conductivity or specific heat and temperature is put forwarded respectively.
Golden Pomfret is tender, delicious and rich in nutrition, but is also apt to deteriorate. Cryogenic quick freezing technology is applied to offer a fast freezing rate to maintain the quality of Golden Pomfret. The freezing rate depends on the freezing process temperature and gas flow rate in the cryogenic freezer. In order to achieve a sufficiently high freezing rate, numerical calculation was utilized to analyze the heat transfer principle of different Golden Pomfret freezing processes. Then the effects of different freezing rates on the freezing quality of the thawed Golden Pomfret were compared, such as K-value, TBA, volatile basic nitrogen, texture, high iron Myoglobin, color and total plate count. Finally, the best freezing process and corresponding freezing rate were obtained for maintenance of the quality of the Golden Pomfret.
This work describes the methods for transporting cryogens through single- or multichannel pipelines. It also presents examples of the use of cryogenic lines and of their designs, referring in detail to typical structural nodes found in cryogenic pipelines. The second principle of dynamics and the Gouy-Stodola theorem are discussed from the perspective of their application in optimizing and evaluating heat and mass transfer devices. The next part of the work presents the internal structure of the selected 100 m multi-channel cryogenic pipeline. Several variants of the method of supporting process pipes have been presented. For each of the solutions, an entropy analysis was carried out in order to select the best design in terms of the entropy generated in the process pipes.
Multiple bubble interaction in initially quiescent liquid, under certain conditions, is accompanied by the generation of jets, shockwaves, and light. At cryogenic temperature (< 123 K) when certain materials become brittle, such afore-mentioned physical effects can be effective in disintegrating them to smaller fragments under controlled erosion. The spatial and temporal-scales of such bubble-interaction being very small, it is very difficult to examine the flow-physics experimentally. But, CFD techniques based on Direct numerical simulations can help to precisely understand this phenomenon that may benefit nanotechnology-based industries and industries working with air-gun arrays.
In this paper, multiple bubble-pairs are simulated in a co-centric manner such that high-speed jets are triggered from each such pair towards a central location. A solid target (5 mm radius) is also modeled at that location and its effect on the impact velocity and pressure shockwaves are recorded in cryogenic fluid combination. VOF method is used for the numerical simulations in a compressible domain by neglecting the effect of phase change and gravity. The stand-off distance between the solid target and bubble-pairs are varied systematically as well as the number of bubble-pairs to an extent.
The numerical results are validated against suitable literature and the erosive effects are identified from the temporal development of the bubble interaction. This includes shockwave due to initial bubble expansion, impulsive hammering by high-speed jet followed immediately by pronounced lateral shear. Initial calculations suggest that jet speed gets effectively enhanced by placing a solid surface in the vicinity of multi-bubble array compared to the case where the target is absent.
To study the dynamically changing interfacial structures due to the collapse of the cavitating bubble, and the mechanism whereby forces large enough to cause damage are brought to bear against a rigid wall is of great importance in the study of cavitation induced erosion, and, still somewhat obscure in cryogenic liquids. Study of individual collapsing bubbles and resulting microjet during the collapse is still a cornerstone to understand the erosive damage process. Though, the preliminary mechanism of cavitation induced erosion is not clear yet. The high impact pressure resulting from jet water hammer effect and collapsing shock waves has advantages in stone fragmentation, shock wave lithotripsy, but carry damage potential also and can erode the curved hydrofoil, and alter the blade profile of any turbo-machinery. Subsequently, once the material loses its surface smoothness, the flow-field surrounding the collapsing cavitating bubbles is affected by the newly formed irregular surface geometry. In this way, the bubble collapse is significantly influenced by the curvature of the rigid boundary.
Therefore, in this paper, a collapsing cavitating bubble near a curved rigid surface dipped in cryogenic fluid has been investigated numerically to illustrate the effect of different surface configurations (i.e. convex and concave) using volume-of-fluid (VOF) method in a compressible framework for a fixed standoff distance. Here, different jet characteristics, i.e. jet velocity, movement of the bubble centroid and shock effects etc. have been evaluated to quantify the damage, and the results obtained are compared with the room temperature fluid combination i.e. air-water.
Storage of cryogenic propellants in rocket fuel tanks gives rise to an undesirable phenomenon called thermal stratification. Large temperature difference between the cryogen and ambient results in significant heat leakage into the tank. The liquid near the walls heat up and flow to the interface due to natural convection giving rise to an axial temperature gradient inside the tank. Maintaining the temperature of the stratified liquid below the cavitation limit of the cryopumps is challenging. Extensive studies, both theoretical and numerical, on the growth of thermally stratified layer in cryogenic liquid tanks is well documented. Heat transfer degradation in the vicinity of ribs has been observed for a case of natural convection flow of air over a heated ribbed plate. This phenomenon can be utilized in delaying the stratified layer growth and consequently, the self-pressurization rate. The protrusion of ribs induces turbulence which enhances mixing of the heated liquid in the vicinity of the wall with the cooler bulk liquid. The result is a delayed stratification, and lesser boil-off rate. A numerical model of a 50 % filled liquid hydrogen tank of height 1.0 m and diameter 0.5 m with rectangular ribs of 40 X 40 mm cross-section was developed to analyse the stratification rate. A reduction in self-pressurization rate was observed compared to the smooth walled case. Better performance of semi-circular ribs in delaying stratification over rectangular ribs has been reported. This seems counter intuitive if the problem is looked at through the prism of aerodynamics. Rectangular rib being a less aerodynamic bluff body in comparison to a semi-circular rib should induce more turbulence and consequently, better mixing. The effect of a variety of wall rib (present on the inner wall) cross-sections like rectangular, semi-circular and triangular on self-pressurization rate hence requires a deeper understanding. Numerical model of a 50 % filled smooth walled liquid nitrogen tank has been validated with experiment. The physics can be extended to the numerical models on liquid hydrogen.
With the growing concern of environment problems, there are urgent demands for environment-friendly refrigerants in the refrigeration industry. As a natural refrigerant, Methane (R50) has zero ozone depletion potential and quite low global warming potential. What’s more, it is also the major cryogenic refrigerant of the Mixture Joule-Thomson Refrigeration cycle (MJTR). Therefore, accurate knowledge of two phase heat transfer of R50 is necessary for the nature gas liquefaction technologies, especially in LNG industry. In this paper, flow boiling heat transfer experimental data of R50 from several individual investigations were collected. Several classical flow boiling heat transfer correlations have been compared with the collected experimental data and each correlations were also evaluated. The results presented the best heat transfer correlation to predict the flow boiling heat transfer of R50. Finally, based on the analysis of mechanisms in heat transfer process, a new heat transfer correlation was proposed which could accurately predict the experimental data of R50.
Computational simulations of superfluid helium are needed in order to improve the design of the cooling system of superconducting magnets in particle accelerators and to achieve a better understanding of the transient phenomena during magnet quenches. A conjugate heat transfer numerical model based on the C++ toolbox OpenFOAM is implemented to three-dimensional case studies involving superfluid helium and heating sources. The governing equations of the solver are modified according to the Kitamura's model, a simplified version of the two-fluid model developed by Khalatnikov which is based on the assumption that the thermo-mechanical effect term and the Gorter-Mellink mutual friction term prevail on the others in the superfluid component momentum equation. Simulations are performed with the thermal conductivity function of superfluid helium both from theory and the formulation used by Sato, who normalized the function according to a different heat exponential coefficient determined from data analysis. An empirical calculation of the Kapitza conductance is adopted in order to simulate the thermal resistance at the interface between helium and solids. Steady-state and transient simulations are compared to experimental data available in the literature. For such purpose, data are used from Van Sciver’s experiment in a helical coil and a rectangular channel experiment conducted at CEA Paris-Saclay. The experiments comprised heaters and multiple temperature probes situated at different locations to track the temperature distribution and evolution of the superfluid helium.
In this paper, a set of dry vacuum pumps suitable for a 500W @2K helium refrigerator were investigated. Process flow diagram and the control strategies of a set of dry vacuum pumps were designed. The Experiments including the mass flow rate and pressure ratio of a set of dry vacuum pumps with the air and helium gas were tested. The input pressure of 40 kPa and output pressure of 1.05~1.1 bara could be acquired and the maximal mass flow rate was up to 28 g/s. This set of dry vacuum pumps can satisfy the boundary conditions of 500W @2K helium refrigerator.
The Korea Superconducting Tokamak Advanced Research (KSTAR) has been operated for the basic research of fusion energy and its 11th campaign was performed in 2018. It was necessary to construct new cryogenic facility in order to operate the KSTAR ancillary system for the advancement of KSTAR plasma performance. The KSTAR Upgraded HElium supply System (UHES) was constructed in 2016 which is composed of the helium liquefier with the capacity of 1kW@4.5K and the new distribution box which is called DB#3. The KSTAR UHES supplies liquid helium to the cryo-panel of new neutral beam injection system (NBI-2), KSTAR in-vessel cryo-pump (CPI) and hydrogen pellet fueling system since then. In order to achieve higher pumping performance of the NBI-2 cryo-panel, the feed temperature of liquid helium from the UHES should be lower to 3.8K.
The basic study of 3.8K liquid helium circulation loop was completed in 2016 and the requirement of 3.8K sub-cooling system was established which is consisting of a built-in liquid helium reservoir, helium sub-cooling system and a cold compressor with the specification of 20 g/s and pressure ratio 1.67. The cold compressor was manufactured by ATEKO a.s. in Czech Republic and its mechanical testing was completed at the ambient temperature 2018. The installation work is in progress and the commissioning will be performed in 2019. The UHES is expected to supply 3.8K cryogen to the KSTAR NBI-2, CPI and PIS from the 12th KSTAR campaign.
This paper will present the basic study result of 3.8 K sub-cooling LHe circuit, cold compressor manufacturing and its testing result. Also, the latest progress of cold compressor commissioning will be described.
There is growing evidence showing that the cold compressors in the Modified Sub-atmospheric Cold Box (SC1/SCM) of the JLab Central Helium Liquefier (CHL) are approaching the end of their life. Their replacement parts are no longer available due to obsolescence, thus placing the Physics program at serious risk. A new sub-atmospheric cold box (SC1R), which hosts five technologically superior, water-cooled cold compressors and a similar 4K-2K refrigeration recovery heat exchanger, was funded in July 2017, to replace the existing 2K cold box. The design of the new 2K cold box and the external support system have been completed allowing the project to enter the fabrication and assembly phase, which will be completed here at JLab. We present the design, fabrication, installation and commissioning schedule of the new 2K cold box.
Commissioning of the LCLS II cryogenic plant has been planned with respect to electrical and mechanical systems checkout, equipment cleanup, cool-down, and individual performance evaluation. This plant consists of warm and cold storage, helium compressors, 4.5 K and 2 K cold boxes, and all auxiliaries typical for helium refrigeration processes. The 2 K cold box, consisting of five cold compressors in series to produce the flow and pressures necessary for 2K operation , will be the last equipment installed and, along with an additional 10,000 L helium Dewar, will allow the entire plant to be commissioned as a single entity. The pre-commissioning stages, commissioning plan for 2 K cold box without connecting to the LCLS II LINAC, additional test equipment needed to simulate the loads, all process studies and associated controls are described herein.
Within the conceptual design study for the Future Circular Hadron Collider (FCC-hh) it was shown, that a large part of the total cryogenic heat load falls into the 40 to 60 K temperature level. Thus, additional cryogenic refrigerators for this temperature level are specified for each of the 10 foreseen cryoplants. Such cryogenic system was developed at the TU Dresden and is based on a Brayton cycle working with a neon-helium mixture as refrigerant and using multistage centrifugal compressors. The duty requirements comprise a 5.8 MW total heat load at 40 to 60 K for beam screens and shielding, additional 2.7 MW at 300 to 40 K for the pre-cooling of the Helium-cycle and a turndown ratio of up to 3.8. The optimisation of the referenced system was performed in order to obtain a high efficiency of the cryogenic cycle and tolerable costs for system components at the same time. An analysis of the mixture composition influence on the components and on the total gas mass was performed, including calculations for different operational modes. Restrictions for industrially existing hardware were taken into consideration. Updated cycle parameters are subsequently described.
A dynamic simulation of a medium-sized hydrogen liquefier has been proposed using process simulation software EcosimPro. A helium refrigerator with one turbine provides cooling power for this hydrogen liquefier. A dynamic simulation model based on Ecosimpro has been established according to the designed process flow. The pressure ratio of the helium compressor is 2/16 bar. The helium mass flow rate is 111 g/s. The hydrogen mass flow rate is 4.3 g/s. The liquefaction ratio of hydrogen is about 191 L/h. A control logic and control strategy for this hydrogen liquefier has been designed. The cooling down curves of the helium circuit and hydrogen circuit has been proposed. The trend of liquid level of hydrogen dewar is also simulated. Moreover, one hydrogen liquefier process flow which uses two helium turbines to provide cooling power has been also proposed.
With the rapid development of world economics and increasing environmental problems caused by the harmful gaseous emissions, the low or zero emissions and frequently reused resources, renewable energies are regarded as sustainable replacements to fossil fuels. Hydrogen, as a kind of clean and efficient energy, would play a key role in future energy systems of the world and possible to become main chemical energy carriers. Among all the storage method of medium and large-scale hydrogen utilization, liquid hydrogen is regarded as one of the best storage methods in terms of highest energy storage density. In this paper, the detailed simulation and analysis of the process are carried out by using Aspen HYSYS for the preliminary design of 1000L/h hydrogen liquefaction process adopted liquid nitrogen precooling and helium gas turbine expansion refrigeration. The genetic algorithms are selected in the present paper for the multi-parameter optimization by considering the specific energy consumption as the objective function of the system parameters. The simulating results show that the specific energy consumption of the optimized system is 8.526 kWh/kgLH2, which is 2.53% lower than that prior to the process optimization and the exergy efficiency is 0.4497, which is 2.60% higher than that prior to the process optimization. Comparing the mixed refrigerant cycle (MRC) and the process of this paper, the results show that the specific energy consumptions (SEC) of the MRC is smaller, on the other hand, the process of this paper is more dominant in security.
The commissioning of China Spallation Neutron Source(CSNS) cryogenic system was completed on July, 2017. It run 258 days totally until July, 2018, and the time of the longest continuous running is 184 days. CSNS passed national accept on August, 2018. Now it is running steady from September 19th. There is no any fault in the process of running. However, cryogenic system need to be improved in the near future. The flow of hydrogen cycle can't been controlled effectively. Cryogenic circulator working at same frequency, the flow is different. The pressure drop of ortho-para convertor is very high, and it maybe cause the this phenomenon. Therefore, ortho-para convertor need to be redesigned and manufacture, and the flow resistance must be measured. In future, the new ortho-para convertor need to be installed in hydrogen cold-box.
A thermodynamic study is carried out for the design of hydrogen liquefaction systems with pre-cooling to utilize the cold energy of Liquefied Natural Gas (LNG). As liquid nitrogen is commonly used as pre-cooler of hydrogen liquefaction, LNG is proposed as an alternative, since the need of liquid hydrogen and the import of LNG are simultaneously increasing in Korea. Two different liquefaction systems with LNG pre-cooling are considered, including standard hydrogen Claude cycle and He Brayton refrigeration cycle. He Brayton cycle is a good option for small-scale liquefaction of hydrogen to take advantage of simple and safe (low-pressure) operation. Rigorous cycle analysis is carried out with the thermodynamic properties of real fluids, and a process simulator (Aspen HYSYS) is used to calculate the FOM (figure of merit) of liquefaction. The optimal conditions are determined to maximize the overall thermodynamic performance for the purpose of utilizing the cold energy of LNG. Full details of optimized cycle are presented in terms of itemized irreversibility in each component, and the proposed cycle is compared with the existing liquefaction systems with liquid-nitrogen pre-cooling and without pre-cooling.
Bi-2212 is a round-wire, high temperature superconductor that develops high Jc for high-field magnets when it is overpressure (OP) processed. Recent advances in Bi-2212 powder, wire fabrication, and OP heat treatment have improved the performance of the Bi-2212 wire. We are designing, winding, OP heat treating, and characterizing the performance of Bi-2212 coils and comparing their measured performance with predicted performance. We are doing extensive studies to understand and control stress/strain in Bi-2212 coils at high field. To improve the OP heat treatment of coils, we modelled heat flow in the OP furnace and used these results to modify the furnace to create a longer, more homogeneous hot zone. We have OP heat treated about 30 coils in this furnace including coils fabricated in house and coils for the wider Bi-2212 community. These include solenoid and racetrack and we will soon heat treat canted-cosine-theta coils. We are designing and building a new OP furnace with a larger hot zone (1 m long x 29 cm diam) that was sized to OP heat treat the next generation of coils for the Bi-2212 community.
Significant increases in the current-carrying capacity (Ic) of Ag-sheathed Bi-2212 over the past several years has made this material a viable candidate for high-field magnets. However, the management of Ic degradation as a function of applied strain remains a challenge, as does the implementation of overpressure processing (OP) heat-treatment conditions for magnets. In this study, we investigated the strain sensitivity and microstructural bases for Ic degradation as a function of OP processing conditions for a Bruker OST strand. We have shown that higher OP pressures correlate with increased strain sensitivity in axial compression, a wider plateau of limited degradation in axial tension, and a steeper degradation in tension after the plateau. The compressive behavior can be understood in terms of the more consolidated filament structure at high OP pressures providing material continuums for longer crack-propagation paths, while in tension the reduced intrafilament surface area at high OP pressures limits the availability of sites for crack initiation. We discuss the implications of these results for both magnet and composite wire design.
Acknowledgements: This work was financially supported by the U.S. Department of Energy, Office of High Energy Physics, Grants DE-FG02-13ER42036, DE-SC0010690, and DE-SC0017657, and benefited from the Materials Science & Engineering Center at UW-Eau Claire. The work at the NHMFL is supported by the US DOE Office of High Energy Physics under grant number DE-SC0010421, by the National Institute of General Medical Sciences of the NIH under Award Number R21GM111302, and by the NHMFL, which is supported by NSF under Award Numbers DMR-1157490 and DMR-1644779, and by the State of Florida, and is amplified by the U.S. Magnet Development Program (MDP).
Bi2Sr2CaCu2Ox (Bi-2212) is the only high temperature superconductor (HTS) available in the round wire form preferred by magnet builders. Recent advances in the processing have raised its critical current density (Jc) > 6500 A/mm2 at 4.2 K and 15 T, placing Bi-2212 at the forefront of candidates for future HTS high field magnets. The key microstructure for high Jc is a unique a-axis grown bi-axial texture that develops during the Bi-2212 re-solidification from the melt. Our previous study suggested that the geometrical confinement of narrow filament cavities plays the major role for the texture development.
Now that the routine over-pressure heat treatment (OPHT) explores clear Jc correlations to various resultant filament structures and types of precursor powder, it is important to understand how the grain texture develops in such various circumstances and how it correlates to the wire Jc.
By using Electron Backscatter Diffraction – Orientation Imaging Microscopy (EBSD-OIM) and Scanning Transmission Electron Microscopy (STEM), we studied the key microstructural differences in the Bi-2212 round wires with the Jc that significantly vary by a multiple of 9 from the lowest to highest.
We found that the Bi-2212 RW with the highest Jc developed the very distinct microstructure compared with the other wires with lower Jc. The key difference is the grain length along the filament direction that differentiates the degree of biaxial texture, varying the grain boundary misorientations. STEM revealed Bi-2201 precipitation at the grain boundaries in some of low Jc wires. In the presentation, we will discuss the key components to derive such distinct microstructural differences.
We hope that understanding how these differences account for the Jc values will help us optimize our OPHT parameters towards making Bi-2212 RW the ideal candidate in the next generation of superconducting magnets.
Achieving high Jc in Bi2Sr2CaCu2Ox (Bi-2212) round wire requires overpressure heat treatment (OPHT) to eliminate current-limiting bubbles. The OPHT has a maximum temperature of ~890 °C and is done with 50 bar overpressure with 1 bar oxygen partial pressure (PO2). During OPHT, the diameter of the Bi-2212 wire shrinks about 4%, with about 80% of this densification occurring during a 2 h hold at 820 °C before the Bi-2212 powder melts. As part of his PhD studies, Maxime Matras from our group investigated predensifying Bi-2212 round wire for 2 h at 820 °C at 50 bar overpressure with different PO2, followed by the full OPHT with 1 bar PO2. A surprising result of his study was that 0.2 bar PO2 predensification decreased the Jc of Ag-Mg sheathed wire by 32% while 5 bar predensification increased Jc by around 25%, compared to predensification using 1 bar PO2. However, this change in critical current is not universal and we could not reproduce the results in some of our new generation wires. We are investigating the underlying causes and how the processing parameters (time, temperature, and PO2) affect this significant increase in Jc to understand what causes Jc to increase in some wires but not in others that have the same nominal Bi-2212 composition. Irreversibility field and critical temperature measurements did not reveal any discernible difference, and scanning electron microscopy showed no microstructural differences between samples that were preoxygenated with different conditions and had different Jc. Our current thinking is that either changes in Bi-2212 stoichiometry or in grain orientation that’s responsible for differing Jc in differently heat treated wires. We will report on EDS analysis of wires with different Jc using TEM and also on Bi-2212 grain alignment of these wires studied with Electron Backscattered Diffraction.
It is well known from designs analysis and data, that much lighter weight, higher power density and more efficient motors and generators will be enabled by HTS provided it is developed in suitable forms, preferably operating at or above 40 K. Although DC rotors can be wound with HTS tapes, for example 2G, to generate the required 3 to 5 T fields, stators operate in AC mode albeit at lower fields, making it problematic to use tapes due to their high losses in ac fields, requiring instead, HTS as small cross-sectioned, fine-filament wires that are cabled into low-loss transposed forms. Due the challenges of attaining low AC loss with tapes, HTS usage for stators has not been an option. Recent advances however with our HTS 2212 conductor technology have now enabled development of first of their kind HTS wire and cables with loss reducing features specifically designed for HTS stators operating at 30 K or greater. As a first step, the feasibility of producing small diameter, high current density 2212 wires with features required for low ac loss, including non-merged, small sized filaments, short pitch length axial twist have been demonstrated, while also achieving required current densities at >30 K. These wires are already also being used in the development of prototype strong, low loss transposed cables. Test results demonstrate that our 2212 wires with unmerged filament and axially twist meet the minimum required Je's identified by compact motor design analysis.
Superconducting vortex physics has been a topic of interest since the discovery of the oxide high temperature superconductors (HTS). Two driving forces are behind this interest, on the one hand the attractive new physics and on the other the pursuit of technological uses. The complex vortex phenomena in oxide HTS arise from the strong influence of thermal fluctuations, which is a consequence of the small superconducting coherence length ($\xi$) and the large crystalline anisotropy ($\gamma$). Paradoxically these fluctuations are the main obstacle for applications; moreover the problem is general and will also occur in any yet-to-be-discovered high T$_c$ superconductor. Although the rich vortex behavior in the oxides contrasts with the simpler physics in conventional low T$_c$ superconductors (LTS), there is no sharp boundary between them. However, modern vortex matter models have been developed to describe the oxide HTS, thus it is important to test them in different systems. Iron-based superconductors provide an opportunity to "bridge the gap" and check the validity of vortex models in a large new family of materials with broad ranges of T$_c$,$\xi$ and $\gamma$. Valuable information can also be obtained from MgB$_2$, NbSe$_2$, borocarbides and other LTS.
The overall goal of our research is to obtain a universal description of vortex matter in the presence of material inhomogeneities, applicable to all superconductors. Our approach is to compare and contrast systems with vastly different properties under a broad spectrum of conditions, including extreme ones. We also manipulate the vortex properties by nano-engineering the pinning landscape through the controlled introduction of disorder at the scale of $\xi$, utilizing second-phase inclusions, irradiations and doping. In this talk I will present examples of comparative vortex matter studies, with emphasis in our recent discovery of a universal lower limit for flux creep in superconductors.
Research supported by US DOE, Office of Science, Basic Energy Sciences, Division of Materials Sciences and Engineering
REBCO wires with artificial pinning centers (APCs) are known to have extremely high Jc at low temperatures and high magnetic fields. Although understanding of the behavior of Jc when tilting the applied magnetic field from the wire surface is still insufficient, information on the angular dependent Jc is very important in coil design. In current REBCO wires, nanorods are often used for APCs and it is necessary for the effective control of Jc to introduce linearly grown nanorods. But, it is known that increasing the film deposition rate to improve the production speed disrupts the well-controlled growth of the nanorod, and accordingly the Jc decreases. That is, when growing slowly, nanorods grow linearly, but in high-speed film deposition, nanorods tilt or break up, then, various variations occur in angular dependent Jc. In this study, when forming BHO-containing REBCO thin films, two types of samples with different film growth rates were prepared, and the angular dependence Jc of these samples were examined under 4-40 K and 3-25 T. From the measurement results, it is clear that the influence of nanorods is large in the vicinity of B||c, but the influence of intrinsic pinning increases in the vicinity of B||ab in any sample. It was also found that oxygen deficiency affects the size of Jc in either direction. In order to understand the pinning mechanism of these behaviors, pinning energies, self-formation energies and magnetic interactions were modeled from the viewpoint of minimum energy principle, and the pinning arrangement of quantized flux lines was investigated. When Jc was calculated by applying the Lorentz force to this state, it was found that the behaviors of the angular dependent Jc can be explained well. We will report on the modeling of these complex pinning mechanism.
Engineered nanoscale defects within REBa2Cu3O7-δ (REBCO) based coated conductors are of great interest for enhancing vortex-pinning, especially in high-applied magnetic fields. We have conducted extensive research to optimize vortex-pinning and enhance Jc via controlled introduction of various types of nanoscale defects ranging from simple rare-earth oxides and Ba-based perovskites to double perovskite rare-earth tantalates and niobates (Ba2RETaO6 and Ba2RENbO6). This talk will provide an overview on how density, morphology, and composition of these engineered nanoscale defects affects vortex-pinning in different temperature, field and angular regimes. Detailed microstructural and superconducting properties coated conductors with these engineered defects will be presented. It will be shown that certain nanodefect configurations that provide the best performance at high-operating temperatures also provide the optimal properties at low operating temperatures out to high-applied magnetic fields. The talk will discuss routes to enhance vortex-pinning in both in-situ films and ex-situ films.
Nb3Sn superconducting wires are used for TF coils of ITER. Since fusion neutrons will stream out of a plasma vacuum vessel and reach TF coils, the conductors will be irradiated by the neutrons. The bronze-root Nb3Sn wire and the internal-Sn Nb3Sn wire were neutron irradiated at a fission reactor in Belgium and the critical current of the irradiated samples were evaluated with 15.5 T superconducting magnet and a variable temperature insert at Oarai center of Tohoku University.
The ratio of the critical current of the irradiated (4.9E+22 n/m2, > 0.1 MeV) sample to that of non-irradiated sample, which was manufactured by the bronze process, was evaluated, and it was found that the ratio was almost constant of 1.75 under 8 T to 15.5 T at around 5 K. The result was plotted on the diagram between the current ratio and the neutron fluence. The data obtained at Kyoto University Reactor (KUR) under 6 T at 4.5 K using the bronze-root Nb3Sn wire showed a good agreement with the data in the present study. The change in the critical current is almost constant in the wide magnetic field up to 15.5 T and it shows that the number of pinning site increased as the irradiation defects increased, and that the pinning force would be strengthened by the increased pinning site. The detailed discussion will be presented at the conference.
In superconducting magnet system of fusion machines, glass fiber reinforced composite insulation material is the main candidate which is used for insulation material of superconducting magnet coils, Electrical insulation breaks, structural and support material for electrical isolation. Even after blanket shielding, the irradiation effect of neutron, degrades the properties of insulation materials and components which overall effect the performance of fusion reactor. Mechanical properties especially tensile strength and inter laminar strength degraded significantly due to neutron. The composite insulation material consists of boron free S glass and a high toughness two component epoxy resin system have been in-house developed. The components were fabricated from this insulation material which has passed in quality assurance acceptance and operation performance tests. In past, this Insulation material have been irradiated in KAMINI U-233 fuelled Fission Reactor with nominal power 30 kW, the neutron fluence have achieved up to 1.03 x 10E17 n/m2. No degradation was reported during mechanical and electrical performance testing. Further to continue the task for acceptable radiation tolerance limit and ITER design criteria of GFRP insulation material of fast neutron fluence 10E16 to 10E18 n/cm2 an irradiation experiment set up has been designed and the irradiation experiment is under process in Fast Breeder Test Reactor. In this paper, we shall present the mechanical and electrical performance tests as Tensile, Inter laminar shear and electrical breakdown strength as per the ASTM standards, assessment of micro-structure surface degradation before and after irradiation and MCNP simulation for neutron flux, dose and damages in developed insulation material. In-house development and performance of cryogenic components, epoxy resin system for cryogenic applications will also be highlighted.
The Future Circular Collider study (FCC) includes the design of detector magnets for the FCC-ee (electron-positron), covering the energy range 90 to 400 GeV and requiring a 2 T solenoid for particle spectrometry, and for the FCC-hh (proton-proton) with 100 TeV collision energy and a 4 T detector solenoid. For both solenoids and their cryostats, CERN is developing an innovative and challenging design by which the solenoids are positioned inside the calorimeters, directly surrounding the inner tracker. For this purpose the cryostat must be optimized to achieve minimum radiation length. It is structured as a sandwich of thinnest possible metallic shells for achieving vacuum tightness, supported by layers of lowest density and radiation transparent insulation material providing sufficient mechanical resistance and lowest thermal conductivity.
In this respect, thermal and mechanical analysis of innovative insulation materials are currently being carried out. The first material of interest, Cryogel Z, is a flexible composite blanket, which combines silica aerogel with reinforcing fibers and has a density of 160 kg/m3. It allows a 4 m bore, 6 m long FCC-ee detector solenoid cryostat with a total thickness of 250 mm, a heat load less than 400 W on the cold mass and 10 kW on the thermal shield.
An alternative would be using glass spheres dispersed in between the thin-walls of the vacuum vessel providing support. An option is type K1 with a 65 μm diameter glass spheres manufactured by 3M with a density of 125 kg/m3. It is crucial to investigate the low temperature mechanical and thermal properties of these materials, some of which have not been thoroughly examined yet. CERN has designed and manufactured a large-sample setup for testing the materials’ thermal conductivity and compressive behavior under vacuum. We outline the setup and present the first cryogenic test results on these materials.
We present the measured thermal resistance of copper-to-copper interfaces with several intermediate contact-enhancing materials as a function of temperature and pressure. Devices such as superconducting coils are increasingly being operated conduction-cooled, with a cryo-cooler acting as a drain for heat loads. The interface with the cooler typically involves at least one clamped connection to a copper cold-head, while often the system’s cold bus also relies on several of these copper-to-copper links. Unavoidably, each connection introduces extra thermal resistance. If they are not properly designed, the corresponding temperature drops across these interfaces can be significant and may even determine the operational limits of the device.
Proper design hence relies on the availability of a comprehensive database of thermal contact resistance values, measured under well-defined conditions. Although literature data are available for different material combinations and interface types, values strongly depend on parameters that are sometimes poorly described. The contact pressure and its distribution, temperature, material hardness and surface roughness are the main parameters that may influence the value of the thermal contact resistance. In addition, clamped connections are usually not made between bare surfaces, but with thermal grease or indium wire/sheet in-between to improve the effective surface area.
In this paper, the thermal contact resistance of clamped copper-copper connections is measured under steady-state conditions for increasing clamping force, temperature (4.2 K – 50 K) and intermediate material (indium wire, thermal grease and silver-loaded grease). To evaluate the reproducibility, all measurements are repeated several times, each time replacing the copper pieces (ETP copper wafers) with new ones and quantifying their roughness with a surface profiler. Also possible effects of stress concentration in the bolted clamping connection between two plates is investigated.
G. Churu1, J. A. Demko1 , A. Mole1, R. C. Duckworth2, H. Lu3, S. Malakooti3, N. Leventis4
1LeTourneau University, 2100 South Mobberly Avenue, Longview, TX 75607 USA
2Oak Ridge National Laboratory, One Bethel Valley Road, Oak Ridge, TN, 3783, USA
3The University of Texas at Dallas, Richardson, TX, 75080, USA
4Missouri University of Science and Tecnology, Rolla, MO 65409, USA
The use and storage of cryogens such as liquefied nitrogen, helium, hydrogen among others requires reliable and efficient thermal insulation systems. Passive insulation from high performance materials that are well-known for their inherent low thermal conductivity would reduce the overall costs involved in design, manufacture and maintenance of such systems. One such class of materials is referred to as aerogels, and it is known for their low density, high mesoporosity, high surface areas, low thermal conductivity and high acoustic impedance. Aerogels were invented by S.S. Kistler in 1931 and the most common type are those made of silica. However, the inherent fragility of silica aerogels makes them hard to mass produce, and therefore applications have been limited. A major breakthrough was introduced by our team almost 20 years ago with the invention of polymer crosslinked silica aerogels. Those materials shifted attention to all-polymer aerogels that have overcome all fragility issues associated with their inorganic counterparts. This study focuses on such polymeric aerogels that can be mass produced as large monoliths while maintaining the low thermal conductivity of traditional silica aerogels over a wide temperature range. Manufacturing flexibility of polymeric aerogels allows fabrication of blocks and sheets that can be applied in various configurations to insulate cryogenic and superconducting devices. Thermal conductivity properties between room temperature and 80 K are reported as well as other properties (mechanical and electrical), that need to be considered when designing devices for cryogenic applications.
E-mail: gitigochuru@letu.edu
Although the low temperature thermal expansion properties of quite a few materials have been reported in the literature, the need for the confirmation of the relatively sparse data and the generation of new data for different and new materials is needed. Here we report thermal expansion measurement data on an array of materials ranging from neat resins to high strength super-alloys as well as composite superconductors. The thermal expansion (or contraction) is measured from the reference temperature of 293 K to 4 K (liquid helium temperature) using a classic tube type dilatometer. The dilatometer is capable of testing two bulk material specimens (about 50 mm long with 20 to 40 square mm cross section) at a time. The instrument is calibrated with tests on OFHC Copper reference material and the measurement accuracy is estimated to be 1 to 2 %. Tests are conducted by warming the sample from 4 K to 293 K, the thermal cycle is repeated a minimum of 3 times on each material to generate a trustworthy thermal expansion vs temperature curve. Interesting results are presented for the low thermal expansion material Invar along with data for high expansion materials such as Teflon. The data for two common superconducting magnet impregnation epoxies (NMHFL 61 and DGBEF/anhybride used for the ITER Central Solenoids) are also presented.
The Macroflash instrument is a flat plate boiloff calorimeter that provides effective thermal conductivity (ke) data for a wide range of materials from thermal insulation to structural composites to ceramics. This device has become an indispensable tool for NASA researchers in recent years. The apparatus and method provide a practical, standardized approach to measure heat transmission through materials under steady-state conditions at below-ambient temperatures and under different compressive loads. In addition, a unique feature of a Macroflash calorimeter is that provides data at both large and small temperature differences. Using liquid nitrogen boiloff calorimetry to directly measure the heat flow rate, the device is applicable to testing under an ambient pressure environment at a wide range of temperatures, from 77 K to 373 K. Test specimens may be isotropic or non-isotropic; homogeneous or non-homogeneous; single-layer or multi-layer. The Macro¬flash is currently calibrated in the range from approximately 10 mW/m-K to 1,000 mW/m-K using reference data for well-characterized materials. Test data for hundreds of test specimens including foams, powders, aerogels, plastics, composites, carbon composites, wood, glass, ceramic, metal, and multi-layered composites have been compiled from Macroflash testing. The Macroflash apparatus is described and its operation, instrumentation, and control system discussed. The calibration approach is detailed as well as analysis of key data sets of standard materials.
The European Spallation Source ERIC (ESS) is going to provide long-pulsed cold and thermal neutron fluxes at very high brightness. They are produced by a linear proton accelerator with an average beam power of 5 MW, which is directed onto a tungsten target at a pulsed repetition rate of 14 Hz.
Two cryogenic hydrogen moderators, to which subcooled liquid hydrogen is supplied at 17 K and 11 bar, are designed to cool high-energy neutrons down to cold neutrons. At 5 MW proton beam power, an estimated nuclear heating of 6.7 kW is generated in the moderators. The Cryogenic Moderator System (CMS) has been designed to satisfy the ESS goals of providing high quality cold neutrons for science. The subcooled liquid hydrogen is circulated by two pumps arranged in series with a mass flow rate of 1 kg/s, to maintain the average temperature rise over each moderator below 3 K. The total heat load of 12.6 kW, including a static heat load of 5.9 kW on top of the nuclear heating of 6.7 kW, is removed through a helium-hydrogen plate fin heat exchanger by a helium refrigerator with a cooling capacity of 30.2 kW at 15 K, which is called the Target Moderator Cryoplant (TMCP). The ESS moderator vessel is optimized for maximum cold neutron brightness and pure parahydrogen, requiring a para concentration of > 99.5 %. To achieve this, an ortho-para hydrogen convertor is included into the loop and an online para-hydrogen measurement system is also integrated. The pressure fluctuation of the CMS caused by the abrupt nuclear heating will be mitigated using a pressure control buffer with a volume of 65 l. The fabrication, installation and commissioning will be completed by October 2021 to accomplish beam-on-target in 2022.
Since 2014 a conceptual design study is ongoing at CERN for defining Detector Magnets for the Future Circular Collider. A new 100 km circular collider is foreseen whereby collision products are probed by new particle detectors. Magnet variants were optimized for the case of electron-positron (ee), electron-hadron (eh) and hadron-hadron collisions (hh) detectors. This year 2019 the conceptual design reports covering these designs are published and includes the baseline designs for the various Detectors.
For FCC-ee detectors two variants were defined: a 7.6 m bore and 7.9 m long classical 2 T / 600 MJ superconducting solenoid surrounding the calorimeter; and a very challenging 4 m bore, 6 m long, ultra-thin and radiation transparent 2 T / 170 MJ superconducting solenoid surrounding the tracker only.
For FCC-eh, the detector solenoid is combined with a dipole magnet required for guiding the electron beam in and out the collision point. The detector magnet in this case features a 3.5 T / 230 MJ, 2.6 m free bore and 9.2 m long superconducting solenoid.
Most demanding is the FCC-hh detector requiring a 14 GJ magnet system of three series connected solenoids. A 4 T superconducting main solenoid with 10 m free bore, 20 m long, is in line with two 3.2 T superconducting forward solenoids with 5.1 m free bore, 4 m long.
The detector magnets proposed need further engineering in the years to come. The conductor technology though, is common to all solenoids and shows NbTi/Cu strands based Rutherford cables, stabilized with Ni doped pure Al and eventually structurally reinforced by Al allow. The cold masses are conduction cooled. The various magnets are presented and the engineering challenges highlighted.
Superconducting power devices offer a high ampacity and power dense solution for power systems of terrestrial electrical power grid, electric aircrafts and electric ships. High Temperature Superconducting (HTS) technology allows to conveniently vary the power loadings by varying the operating temperatures. The deeply coupled electrical, thermal, and magnetic field relationships of superconducting devices offer additional design options, but also create new constraints for superconducting power devices, compared to conventional devices. Optimizing just one operating parameter of a superconducting power device such as current, voltage, magnetic field, temperature, or pressure might inadvertently ignore the system level opportunities and constraints. Besides, in aircrafts and ships with multiple superconducting devices with integrated power and cryogenic systems, it is particularly important to consider operating temperatures of individual devices in the system that make sense at system level. This is especially true when gaseous cryogens are use the cooling media as they allow for larger operating temperature and pressure ranges compared to liquid cryogens. The larger operating ranges also creates additional complexities in understanding and developing the permissible temperature or pressure gradients for the system.
This paper discusses how the operating parameters of superconducting devices such as current, voltage, temperature, and pressure can influence power ratings, cryogenic system efficiency, and capital and operating costs of the overall system. The use of thermal network models developed in our previous to establish the design and operating for achieving system level efficiency when multiple superconducting devices are cooled within a single cryogenic helium gas circulation loop.
The Polish Free Electron Laser facility (PolFEL) is currently under development at the National Center for Nuclear Research in Swierk, Poland, by consortium of eight Polish scientific institutions and two industrial partners. In the first stage, this fully superconducting linear electron accelerator will consist of an electron gun and four RI-HZDR type cryomodules, each housing two 9-cell superconducting TESLA RF cavities. Such a configuration allows the generation of a continuous wave and long pulse beam with 5-50 MeV of energy and a coherent radiation length of 6 μm. In the second stage, the PolFEL will be extended with two cryomodules, which will increase the beam energy up to 800 MeV and reduce the coherent radiation length to less than 10 nm.
At the current phase of the project, two operation temperatures of the RF cavities are considered: 2.0K and 1.8K. For both of the operation temperature cases, static and dynamic loads to the linac are estimated to be 40W and 180W for the 1st stage, while for the 2nd stage, 52W and 260W, respectively. The cooling power will be generated by the TCF50 Liner helium plant, which was donated by the STFC in Daresbury, UK, after the ERP project was shut down. This helium plant has a liquefaction capacity of 6 g/s and 118W@4.5K of cooling power. During the beam-on operation mode of the linac a shortage of cooling power will be compensated by liquid helium from an external dewar, while the warm helium gas stream exceeding the liquefaction capacity will be collected in pressurized storage tanks. During the beam-off mode, the helium gas will be recovered from the storage tanks and re-liquefied to the external dewar.
This paper presents a detailed description of the PolFEL cryogenic system and provides calculations for the sizing of the system’s components for two options in the temperature of operation.
Cryogenic Energy Storage (CES) system has large power generation capability, and comparable cost with respect to the non-cryogenic technologies (pumped-hydro, compressed air energy storage systems) while not being location specific unlike the non-cryogenic energy storage systems. It also is environment friendly. High-energy requirement for liquefaction process in the CES system, however, leads to low turnaround efficiency of the system. Efforts have been made to reduce the specific work-requirement in the liquefaction process by thermal energy storage at temperature below 100 K as available during power generation stage of the system. One of the methods of storing the thermal energy at such low temperature is using packed-bed of pebbles. A few studies have been reported in the open literature that indicated a reduction in storage efficiency during continuous operation of such packed-beds that would reduce the turnaround efficiency of the CES system. Therefore, in the present paper, experimental findings would be reported to get better insight into the packed bed behavior that dictate the turnaround efficiency. An experimental setup of packed-bed thermal energy storage has been built using granite pebbles as bed material for this purpose. The setup includes a double walled, vacuum insulated vessel filled with granite pebbles. The cool-down operations have been performed using air/nitrogen at 100 K. The bed has been warmed up by flowing air/nitrogen through it. Both these processes have been repeated several times to determine the thermocline behavior in both axial and radial directions inside the bed. The results will help in understanding the heat transfer inside the bed at cryogenic temperature.
The present paper illustrates a case study in the progress of ongoing research work to develope a 100 litre Helium cryostat with in-situ recondensing facility.The cryostat with a cryocooler sock comprises of 46 components assembled in an optimal sequence. Cryostat development involved thermal load estimation, mechanical design, fabrication of components and sub-assemblies. The cryostat deploys a two stage Gifford McMahon cryocooler with appropriate cooling capacities available on I and II stage.The thermal load due to cryostat assembly is estimated as 34 W and 300 mW for I and II stage of cryocooler respectively. Experimental trials are conducted for testing of cryostat with recondensing cryocooler.The first no load trial in vacuum produced unsatisfactory results. Appropriate modifications are carried out in the assembly which resulted in no load temperatures of 51.95 K on I stage and 3.43 K on II stage. At heater load of 0.448 W, the II stage attained temperature of 4.21 K with I stage temperature stabilized at 52.47 K without any heater load on I stage. Temperature increased from 51.95 K to 52.47 K for I stage showing 0.448 W cooling capacity available at II stage for recondensation at 1 bar pressure. The paper highlights these modifications towards successful development of Helium recondensing cryostat.
Absolut System has built a 30K and a 10 K remote Helium cooling loops used as vibration free cooling source, respectively for IR detectors electro-optical characterization test bench and two-stage optical cryostat.
The circulation loops are based on a by-passed flowrate from either a two-stage Gifford–MacMahon cryocooler or a two-stage Pulse Tube cryocooler. Dedicated compact and high efficiency tubes & shell heat exchangers have been designed and produced for the recuperators.
The paper describes the design and the performances of the vibration free cooling system produced. The current work towards a 4K vibration cooling source and its coupling with a subK stage will be introduced as well.
This paper will present the methodology developed by Absolut System for the design and optimization of high capacity cryopumps required for the testing and qualification of electrical propulsion thrusters.
Design, production and tests of a complete test chamber will be presented, including the LN2 feed thermal shrouds and the cold traps thermally anchored to a single stage AL230 type Gifford-Mahon (Cryomech) cold head.
On-going design of a test chamber will be introduced, using closed cycle LN2 from PTC1000 type Pulse Tube recondenser (AFCryo) for the thermal shrouds and remote Helium cooling loop based on a single stage AL325 type Gifford-Mahon (Cryomech) for the cold traps.
In the last 20 years, 2-stage cryocoolers have been found to provide an optimum solution for a wide range of applications like low temperature physics, superconducting cold electronics, cryopumping and superconducting magnets. For a proper design of helium cryostats with significant cold masses connected to the first and second stages of cryocoolers, it is important to have a load map (also called “working field”) in order to estimate cool-down and warm-up time periods. Such load maps are either not presented in the open literature sources for “high” temperature ranges, or just given by manufacturing companies for general information but without any guarantee. In the present paper, the load map of a 2-stage Sumitomo 415DP cryocooler in the wide temperature range of 40-400 K is presented.
AFCryo is a joint venture company between Fabrum Solutions, of New Zealand, and Absolut System, of France specialising in the development and delivery of cryogenic equipment utilising patented membrane cryocooler technology.
A commercial product range has been developed over the last 5 years using an innovative concept of a metallic membrane Pressure Wave Generator (PWG) patented by Callaghan Innovation (New Zealand) coupled with high reliability Pulse Tube cold heads.
In addition to the Pulse tube cold heads technology, the product range is increasing with high reliability flexure bearing Stirling cold heads. This technology is complementary with the existing PWG cryocoolers and offers the ability to extend our product range capability.
This paper presents the latest performances of the commercial products, the new products under development with a focus on the performance of these products when integrated into remote cooling systems using gas circulation loops.
Vuilleumier (VM) type pulse tube cooler is a novel kind of cryocooler to obtain liquid helium temperature which had been experimentally verified. However, the efficiency is not satisfying. Based on previous work on a low pressure ratio system, a numerical investigation that explore the effect of high pressure ratios on refrigeration performance is presented in this paper. The research system is a cryogen-free in which a Stirling type pulse tube cooler is used to provide the cooling power required for the thermal compressor and offers adjustable pre-cooling temperature for optimum efficiency. Firstly, by increasing the displacer swept volume to increase the pressure ratio, the dimensions of main components were optimized with the lowest no-load temperature as the optimization target. Then the dependence of system performance on average pressure, frequency and pre-cooling temperature were studied. Finally, the effect of pre-cooling temperature on overall cooling efficiency at 5 K was studied. Compared with the previous low efficiency under low pressure ratio, a higher relative Carrot efficiency of 1.05% was predicted with an average pressure of 2.5 MPa, a frequency of 3 Hz and pressure ratio of 1.89. Further optimization is underway.
Superconducting machines are attractive for several industries; electric power utilities and industrial applications prefer higher efficiency and ease of operation; aerospace applications like compact lightweight and attractive efficiency; and wind-farm applications want high-efficiency, compact and lightweight generators.
Conventional machines are constrained to operate within saturation limit of iron core. However, HTS excitation windings generate high magnetic fields which easily saturate the iron and therefore, no iron is used. The absence of iron enables operate of the stator windings at much higher fields, which facilitate more compact lightweight designs for the HTS machines. In industrial and utility settings, efficiency is the most desirable feature. Replacing copper with HTS in the excitation winding leads to an efficiency gain of 1% or more. This feature provided impetus for developing 1000 HP and 5000 HP motors tested during 2000-01.
Industrial and utility machines operate synchronously with the electric grid at a fixed frequency. The dynamic stability of such machines is very importance. A conventional machine, with characteristically high synchronousness reactance, requires dynamic control of field excitation to stay within safe operating region. Most synchronous machines are operated by over-exciting the field winding for absorbing reactive power of the electric grid. However, during lightly loaded conditions, system reactive load becomes low and the machine is operated in under excitation mode for generating reactive power. But, internal heating of iron core usually allows operation at a very small fraction of the rated load capability. However, HTS machines employing no magnetic iron have characteristically low synchronous reactance, which enables operation in under-excited or over-excited regimes up to the rated load capability. This characteristic makes the HTS machines very attractive for operation as dynamic condenser on an electric grid. This feature encouraged AMSC to develop 8 MVAR synchronous condenser that was operated on the TVA electric grid for a year (11/2004-11/2005) next to an arc-furnace for voltage stabilization.
This talk covers experiences of designing, building and testing these machines and highlights lessons learned.
Because of low rotational speed, conventional ship propulsion motors are characteristically large, heavy and have poor efficiency. For direct drive propulsors, the drive motor is in line with the propulsor located at bottom of the ship hull. The V-shape hull usually has limited space for drive motors. Because of this, multiple motors are employed in line to drive a propulsor. Compared to conventional motors, superconducting motors could be 5-6 times smaller and lighter than conventional motor with better overall efficiency. Also compared with a permanent magnet motors, the superconducting motors are 2-3 time more compact and lighter with option to turn off field excitation in event of an internal fault in the stator winding. During the late 1990’s, lighter and more compact sub-systems capable of fitting in constricted space on naval ships were sought. Potentially attractive features of superconducting motors encouraged building a single motor capable of fitting within the available space in the hull. To assess suitability of superconducting motors, the Office of Naval Research (ONR) funded AMSC to develop a sub-scale demonstrator (5 MW, 230 RPM) motor. This motor was built with 6-poles with High Temperature Superconducting (HTS) excitation coils and conventional copper stator – no magnetic iron was used inside the machine. Following extensive factory testing, the motor was delivered to ONR in 2003. Later full-load testing was conducted on behalf of the U.S. Navy at the Florida State University in 2004. The motor met or exceeded all design goals. The successful testing of this motor led ONR to award AMSC to build a full-size 36.5 MW, 120 RPM motor. It was successfully tested to full-load at the Philadelphia Naval Surface Warfare Center (NSWC) in 2008. This machine established a record of being the largest motor ever built in a single frame - this record has not been surpassed yet. The machine still resides at the NSWC-Philly.
This talk covers experiences of designing, building and testing these machines and highlights lessons learned.
Fully turbo-electric propulsion systems for e-aircrafts need fully superconducting generators and motors with lightweight, compactness and high efficiency. High stability and reliability are also required for safety. That forces us to utilize HTS tapes which can operate in liquid nitrogen. The most important issue to realize them is the AC loss reduction of the armature windings. In our previous study, it was demonstrated that the AC loss of superconducting transformers with REBCO tapes was reduced by scribing the tapes into a multifilamentary structure. In this study, it was first verified that this AC loss reduction technique was applicable to the armature windings of rotating machines. Branch current of each filament was observed with Rogowski coils and the uniform current distribution among the filaments was confirmed. It suggests that no coupling current among the filaments was induced and then the produced AC loss is only hysteresis loss inside the filaments. Next the conceptual design of various kinds of fully superconducting 10 MW generators and 2 MW motors were carried out with magnetic field at the gap, rotaing speed and so on as a parameter by taking into account of the Ic-B-T characteristics of REBCO superconducting tapes. The armature winding was cooled with subcooled LN2 at 65 to 70 K. The superconducting rotor was cooled by He gas which was enclosed in the casing and cooled through the inner wall of the armature vessel. The electromagnetic properties of the generators and motors were investigated and compared with each other by making a numerical simulation by using JMAG. By using the calculated magnetic field distribution and the observed AC losses of short sample tapes, the AC losses in the armature and also field windings were evaluated. In addition, a small test fully superconducting motot was fabricated and tested. We will report the details.
Coated conductors have high potentials for the wide application field especially in a magnetic field at high temperature. Recently, an electric propulsion system for aircraft using superconducting technologies has been considered to aim a high power density. In our design of the system, the superconducting generators and motors are connected by the superconducting cables. In this system, the liquid nitrogen is poured through all devices in series. The temperature has to be rising from 65 K of the initial temperature. Therefore, the high in-field performance at high temperature over 65 K is required.
The APC (Artificial Pinning Center)-control technologies to improve the in-field performances has been developed both in the PLD (Pulsed Laser Deposition) and the TFA-MOD (Metal Organic Deposition) processes on the IBAD (Ion-Beam Assisted Deposition) template. In the PLD films, a heavy doping BMO (BaMOx, M: metal element) nano-rods has been attempted. The optimization of growth conditions to avoid the Tc-deterioration and anneal ones to inject enough oxygen gave us the higher in-field Jc value such as 2.9 and 1.4 MA/cm2 at 65 and 70 K, 3 T, respectively. On the other hand, a new TFA-MOD process, which is called as the UTOC (Ultra-Thin Once Coating) -MOD, was developed to make the BMO nano-particles finer. In this process, the once coating thickness is reduced and it makes the diffusion barrier to suppress the growth of the APC particles. As a result, the extremely high Jc values of 2.9 and 1.9 MA/cm2 at 65 and 70 K, 3 T were obtained, respectively. The remarkable progress in both films was achieved and these ought to lead to the aircraft applications.
A part of this work has been supported by METI, NEDO, AMED.
Raising critical current density Jc in high temperature superconductors (HTS), such as YBa2Cu3O7, is an important strategy towards commercial applications. Development of strong nanoscale artificial pinning centers (APCs) in APC/YBa2Cu3O7 nanocomposites represents one of the most exciting progress in recent HTS material research. Significantly raised in-field Jc has been demonstrated in APC/YBa2Cu3O7 nanocomposites. Among other processes, strain-mediated self-organization has been explored extensively for in situ formation of the APCs of a large variety of materials. The effort in controlling the pinning landscape, prompted by the initial success in self-assembly of APCs, has led to a fundamental question on how strains interact at microscopic scales in determining the morphology, concentration, and pinning efficiency of APCs. Answering this question is the key to enable optimal APC landscape to be achieved in APC/YBa2Cu3O7 nanocomposites. The talk intends to highlight some recent progress made in controllable generation of APCs using an interactive modeling-synthesis-characterization approach. Emphasis will be given to the understanding on the collective effect of strain field on the morphology, concentration and pinning efficiency of single-/double-doped APCs in the APC/YBa2Cu3O7 nanocomposite films.
Artificial pinning centers (APCs) of varying types and nano-scale size have been successfully introduced into (Y,RE)Ba2Cu3O7-x ((Y,RE)BCO or Y-RE-Ba-Cu-O) thin film superconductors by different processing methods, in order to strongly pin the quantized vortices. As a result, the critical current densities (Jcs) of these high-temperature-superconductor (HTS) films have been dramatically improved, for a wide landscape of temperature from 4.2K to 85K, applied magnetic fields B = 0T to 33T, and B-field orientation θ = 0 to 90°. A number of high quality reviews of this large field have been published, that describe progress in the fundamental sciences and pseudo-empirical approaches to improving Jc(B,T,θ) properties. This review focuses on two different subtopics: i) plotting historical progress world-wide since 1995 in improving Jc(B,T) and whole-wire engineering current density Je(B,T) properties, by data-mining the 80+ highest cited papers in the field, and ii) showing how improvements of Je(B,T) can have significant impact to improve the performance and capabilities of high power devices and applications. From this review, it easier to identify the best APC flux pinning systems, and understand the relative lack of published studies for the full Jc(B,T,θ) landscape, and especially for T < 50K and -30° ≤ θ ≤ 120° for select (B,T) values. It is shown that improving flux pinning at all operation temperatures of 4K to 77K contributes to enabling devices to operate at dramatically increasing higher temperatures, which can significantly reduce system cost-size-weight-and-power (C-SWaP). The reduction of C-SWaP is not only beneficial, but can sometimes be critical to enable operation or completely new capabilities, and open up new technologies and markets.
Acknowledgements: Support from the Air Force Office of Scientific Research (AFOSR) and LRIR #18RQCOR100, and the Aerospace Systems Directorate (AFRL/RQ)
The Institute of Plasma Physics, Chinese Academy of Sciences (CASIPP) has completed the manufacturing and testing of the helium cryogenic subcooled testing platform (CSTP). The CSTP system mainly as a distribution system and testing platform for some key cyrogenic equipment, such as the cold compressor (CC), helium pump, venturi flow meter, etc. This paper describes the CSTP system and performance test results at CASIPP.
In order to increase the magnetic field and temperature margin of superconducting magnets, a test facility of a 700W@3K sub-cooled helium was proposed to decrease the operation temperature from the 4.5K saturated helium to the 3K sub-cooled helium. The process flow of 3K sub-cooled helium test facility has been designed with two cold compressors arranged in series to provide 700W@3K sub-cooled helium by decompressing of saturated liquid helium from 1.2 bar to 24kPa. This 3K sub-cooled test facility has been constructed and operated successfully to cool the 4.5K saturated helium to the 3K sub-cooled helium. The commissioning results indicated that this test facility could provide 760W@3K sub-cooled helium. The start-up process and steady-state operations of this 3K sub-cooled helium test facility were introduced, descripting with the experiment data. The thermodynamic parameters and performances of these two cold compressors were analysed and compared with the designed values in a good agreement. The rotation speeds and vibrations during the transient state and stable state running were also analysed.
The subcooled helium cryogenic testing platform with cold compressors has been operated successfully in the end of 2018 at the Institute of Plasma Physics, Chinese Academy of Sciences (CASIPP). It is the first subcooled helium cryogenic system based on the cryogenic decompression technique in China, which has been designed and constructed over two years by our own team. The subcooled helium cryogenic testing platform was designed to provide the 4.5K supercritical helium for the helium forced-flow cooling with one helium circulating pump, and provide the 3K subcooled helium with two cold compressors in series. It consists of one 2.5kW@4.5K helium refregeator and one distribution valve box where the helium circulating pump and the cold compressors installed on it. This paper will present the process control flow of the distribution system and the design parameters of two cold compressors. During the commissioning, the startup and stop control flow of the two cold compressors have been determined. And their automatic control was performed within the stable operation area in the performance map. The testing result shows the lowest temperature and pressure of the saturated helium bath, and indicates the subcooled helium system has an equivalent refrigeration power of 700W@3K. The commissioning experience will help the reconstruction of the subcooled helium system for EAST Tokamak in future to enhance the cryogenic stability in higher magnetic field.
The High-Luminosity LHC project – HL-LHC aiming at peak luminosity above 5.0*10^34 cm-2.s-1 consists in replacing the matching sections on both sides of the ATLAS and CMS experiments. To complement new focusing quadrupoles, this upgrade considers using the so-called superconducting crab cavities, never operated so far with protons and therefore requiring qualification with beam. To this aim, a new cryogenic infrastructure for a superconducting RF test facility was initiated and recently installed at CERN SPS accelerator in 2018.
From the early studies of heat load and design principles to the successful tests passed during late 2018, this paper describes the main cryogenic requirements for such a test facility, its design challenges, procurement, installation and commissioning up to stable operation of the crab cavities module in superfluid helium at 2 K.
The demand for liquid helium (LHe) for users at CERN without dedicated infrastructure is set to increase due to future projects and experiments in the Antiproton Decelerator. LHe is supplied to the users by means of 500-l dewars filled in by the central liquefier (B165) that comprises a cryogenic plant of 100 W @ 4.5 K. In addition, the Superconducting Cable & Wire Test Facility (B163) located nearby will be upgraded to incorporate the forthcoming installation of the new test station FRESCA 2. B163 includes a second cryogenic plant of 100 W @ 4.5 K and a dedicated cryogenic distribution system. To maximize the production of the two cryogenic plants and their ancillary infrastructure, thus improving the subsequent distribution of LHe, a combined cryogenic distribution system has been developed. This system will increase the LHe storage capacity; allow the direct transfer of helium inventory between both facilities and the gravity filling of large capacity trailer dewars in addition to 500-l dewar fleet. This paper details the architecture of the new cryogenic distribution system, the analysis undertaken to define it, the design and specifications of the various components and the schedule of the realization of the project.
A new compact test facility for testing compact superconducting magnets down to 4.2 K using cryogen fluids has been developed at CEA Paris-Saclay. This facility has been constructed to test the solenoid magnets to be produced for the next Soreq particle accelerator (SARAF) project. The magnets are cooled with liquid helium at 4.2 K and the liquid bath can be pressurized up to 2 bars to regulate the temperature of the magnet in working conditions. This facility is able to measure and dissociate the heat loads coming from the magnet and the current leads by flow-metry. The voltage of the solenoids and their current leads are measured using National Instrument devices and monitored with a Labview program to identify and analyze eventual quenchs. The magnetic performance of the magnets are also monitored dynamically with 3D hall probes. Finally more than a dozen of cryogenic temperature sensors are used to characterize the thermal evolution of the magnet and its current leads during the test. This paper presents the compact facility in details and the first results obtained on the magnet prototype.
Fermi National Accelerator Laboratory (Fermilab) has multiple cryogenic test facilities, undertaking testing of superconducting magnets, Superconducting Radio Frequency (SRF) cavities, SRF cryomodules and other helium cryogenic components. The test areas within Fermilab include: Meson Cryogenic Test facility (Meson), Industrial Building 1 (IB-1), Heavy Assembly Building/Illinois Accelerator Research Center (HAB/IARC), and the Cryomodule Test Facility (CMTF). Meson and HAB/IARC utilize repurposed Tevatron era reciprocating engine based cryogenic refrigerator systems, whereas CMTF and IB-1 utilize gas bearing turbine based coldboxes. Each of these test areas support the various Fermilab projects and collaborations including the Linear Coherent Light Source II (LCLS-II), Proton Improvement Plan II (PIP-II), High Luminosity Large Hadron Collider (HL-LHC), and Mu2e. This paper outlines the diverse and extensive cryogenic test capabilities within Fermilab.
Abstract. Cryogenic valve is widely used in cryogenic systems such as Aerospace propulsion systems and various cryostats. At low temperature, the valve is prone to strength decline, material brittleness and other problems, which easily lead to gas leakage and thus bring security risks. Cryogenic valves must be tested for leakage at low temperature in addition to normal temperature. In this study, a cryogenic leak detection system was established, which meets the test requirements at temperatures around 20K and pressures of 21MPa, and detects the internal and the external leakage of the valve. Compared with the traditional cryogenic leak detection system, this system has the following advantages: The G-M cryocooler was used as the cold source to get rid of the dependence on liquid hydrogen and enhanced the safety performance, meanwhile, this system has the capability of simultaneous testing of five valves and of quick replacement of the valves to save the test time. The heat exchanger structure, cooling time and heat transfer area were optimized.
To improve measuring sensitivity of an IR detector in spacecrafts, it should be cooled down to cryogenic temperature in a limited space and zero gravity environment, connected to a cryocooler. For the heat transfer from the sensor to the cryocooler, a cryogenic loop heat pipe (CLHP) can be used due to its efficient heat transfer performance and reliability without using mechanically moving elements.
In this study, thermo-hydraulic design of CLHP is presented to transport heat load of 10 W over 0.5 m distance at the cryogenic temperature less than 150 K from a cryocooler as a heat sink. Nitrogen gas and liquid was used as a working fluid of the CLHP and sintered wicks made by porous nickel were applied for primary and secondary evaporators to generate capillary pressure. Initial start-up was achieved using a secondary evaporator to be used in zero gravity environment. A pressure reduction reservoir (PRR) was also applied considering supercritical start-up from room temperature. After the fabrication of CLHP, it was horizontally installed in a lab-scale space simulation chamber that have a GM-cryocooler to cool the condenser of CLHP in vacuum. Transient thermal behavior was investigated including the supercritical start-up and the operation of secondary loop. The secondary loop moves liquid nitrogen in the condenser to the primary evaporator using the secondary evaporator, which was thermally attached to the condenser. Then, heat transfer performance was evaluated to verify the heat transportation limit using heat load to the primary evaporator.
Acknowledgments
*This work was supported by the National Research Foundation of Korea (NRF) grant funded by the Korea government (MSIT) (No. NRF-2017M1A3A3A02016566
In this research the performances of nitrogen cryogenic heat pipes with different wick structures were compared under the condition of a wide range of heat load and several filling ratios. The heat pipes tested are commercially available ones, which are originally designed for room temperature applications using water as a working fluid. For the present research working fluid, water, was replaced by liquid nitrogen. The size of the tubular copper heat pipe is; 6 mm in the outer diameter and 200 mm long. The lengths of the evaporator, the adiabatic and the condenser sections are 15, 120 and 65 mm, respectively. The heat pipe was installed horizontally. Three types of heat pipes, of which wick are axial grooves, sintered metal particles, and the combination of them, were tested for comparing the thermal performance of the heat pipes with different wick structures, which is characterized by the effective thermal resistance. The experimental data of the maximum heat transport capability (Qmax) was compared with theoretical predictions on the basis of the capillary limit for each wick structure. In order to obtain the Qmax data, the heat pipes with different liquid filling ratios were examined. Under high filling ratio condition wide range of heat load was supplied to investigate the variation of the thermal resistance. The thermal behavior in the film boiling and even in the local dry-out states in the case of very large heat input was also examined to investigate the On/Off conductance ratio for the potential application to a heat pipe heat switch. In the On-state of the heat switch, it works as a heat pipe having excellent heat transfer performance, while in the Off-state, it is in the dry-out state having very large thermal resistance because of dry-out state.
The SC100H linear Stirling cryocooler is designed by Kunming Institute of Physics. The characteristics of the magnetic circuit of the moving magnet linear oscillation motor used in SC100H was analyzed by the theoretical and experimental methods. In this study, a theoretical model of the motor was established, and its structure was simplified for easy analysis and calculation. Using the equivalent circuit methods and principle of electromechanical energy conversion, the relationship between the thrust characteristic and relative position of the mover in the motor was analyzed. The thrust characteristics of the motor at different input currents were tested by a tension test system. The results were consistent with that predicted from the theoretical analysis. Taken together, this study provided a good basis for the design and optimization for the structure and operation parameters of the motor.
With the development of cryogenics, the demand of cryogenic liquid increases constantly. However, there are some difficulties to control and to adjust the extraction of cryogenic liquid especially for liquid helium. Compared with the immersed pump, the ejector has huge advantages in pumping the cryogenic liquid from cryogenic dewar, like stable operation and simple structure. Considering the similarity between liquid nitrogen and liquid helium and the high cost to conduct the liquid helium experiment, this paper reports a research on the cryogenic ejector in the nitrogen temperature range. The experiment platform customized for liquid nitrogen was set up and the experiment of injection was launched. The nitrogen gas, as the primary flow accelerating in the nozzle, injects the liquid nitrogen at the outlet of nozzle. Two flows blend in the mixing chamber and flow out from the diffuser. Based on the ideal gas assumption and energy conservation, the sound velocity can be derived from two kinds of equations, obtaining the critical condition of primary flow thermal properties. Depending on the properties and previous research experience, the structure of ejector is designed and established, which could effectively inject liquid nitrogen from the cryogenic liquid cylinder. The problems and challenges are analyzed. In conclusion, this paper introduces the design method of cryogenic ejector and builds a liquid nitrogen test instrument. This method makes the extraction of cryogenic liquid more convenient, which is of universal significance for the cryogenic research work.
In several scientific application, where cryogenics is used to cool down cavities or superconductive magnets, ionizing radiation can occur. Ionizing radiation accelerates the aging process of organic materials and leads to a degradation of semiconductors.
Nonetheless, cryogenic applications in high physics facilities require a precise and reliable control of the flow, the temperature and the pressure. Sensors and valves are thus specified to be able to work in an ionizing radiation environment.
This publication illustrates how the function of cryogenic valves can be guaranteed under radiation conditions (tightness and control accuracy), which are the advantages and the risks of different solutions and how radiation harming must be taken in consideration in the maintenance plan.
Adsorption behavior of helium on activated carbon is expected to be used in the regenerator of 4-K class cryocoolers to improve the performance of the refrigerator. Since the amorphous carbon structure based on graphite slice is closer to the actual activated carbon, we use Grand Canonical Monte Carbo (GCMC) method to simulate the adsorption of helium on the amorphous carbon in low temperature. The effects of temperature, pressure, graphite slice’s size and density of amorphous carbon on the concentration of adsorbate will be analyzed.
A dedicated vertical cryostat has been developed and commissioned at STFC Daresbury Laboratory for qualifying 84 high-beta SRF cavities for the ESS (European Spallation Source). The cryostat is designed to test 3 dressed cavities in horizontal configuration in one cool-down run at 2K. The cavities are cooled with superfluid liquid helium filled into their individual helium jackets. This reduces the liquid helium consumption by more than 70% in comparison with the conventional facilities operational elsewhere. The paper describes the cryogenic system and its performance with detail discussions on the initial results.
Various functional insertion components (FIC), directly connecting a cold mass and the ambient environment, are irreplaceable and play crucial technical roles in many superconducting cryogenic applications. However, such components also bring a huge heat leak to the cold mass within the cryostat. The heat leak is usually much greater than that through entire evacuated MLI insulation system and solid support structures combined. Therefore, this situation brings unimaginable challenges not only to the refrigeration loads to be met but also critical aspects of the FIC design in satisfaction of highly restrictive, even contradicting technical functions. The FIC must simultaneously minimize the heat leak provide a large amounts of DC current and RF power to/from the cold mass, as well as provide a reliable ultrahigh vacuum thermal isolation break with strong mechanical stability. Reviewed are the following commonly used FICs: 1) various RF input couplers for transmitting MW-RF power; 2) high DC power current leads for energizing various SC magnets; 3) various high order mode (HOM) couplers for damping unwanted RF energy; 4) instrumentation cable/wire to cold mass; and 5) functional interconnection pipes between cold mass and cryostat. Discussions with tables, charts and figures in the paper will mainly be focused on the methodology of thermal analyses, structure design, choices of materials, and coating/treatment of surfaces facing RF fields. Accomplishments of the cooling techniques for FICs are briefly reviewed including forced flow cryogen cooling, returning cold vapors, and thermal anchors to intermediate temperatures.
Approaches to efficiently minimize the DC current heating, RF surface heating, and heat leak through the solid body of FIC, while reliably providing the technical functions, are systematically discusseded, summarized and compared for select applications from around the world.
High temperature superconducting (HTS) cable, hallmarked with high energy density and compact corridor occupation, advanced rapidly in the past decades. In practical operation, it is common that the cable is under a not so straight pathway and slope will make the local cryogen behave against our expectation and hazard the cooling condition. In the paper, we build a detailed slope section model of a concentric HTS cable and give a multi-physics coupling formulation of the model’s fluid, thermal, and structure fields. Numerical solutions of the model are obtained by employing computing fluid dynamics and finite element method. We analyze the flow characteristics, heat transfer performance, and temperature distribution variation of local liquid nitrogen along the slope section and related factors such as slope scale, cryogen velocity, and inlet pressure are all considered. Based on the results obtained in the meticulous model above, we propose a convenient experience-based method to determine the local design parameters in engineering practice.
The High Luminosity LHC (HL-LHC) project aims at upgrading the LHC collider after 2025 to increase its luminosity by about a factor of five. As part of this upgrade, new magnets will require an electrical powering system where the power converters are placed in a newly dug service gallery to shield them from the radiations of the colliding beams. The electrical powering will be ensured via a superconducting line, in MgB2, housed into a flexible cryostat of length up to 140 meters, and carrying currents along diverse circuits between 0.6 kA and 18 kA. At the extremities of the flexible cryostats, electrical interconnection devices allow connecting the superconducting cables to the magnets in the LHC tunnel and to the current leads and power converters in the service galleries. Moreover, the devices ensure a regulated cooling by a vapour mass flow of helium through the continuous powering chain up to 10 g.s-1, at about 1.3 bar, and in the 4.5-17 K temperature range. This paper presents the technical requirements and the preliminary design of the electrical interconnection devices. The operating modes during transient and nominal phases are presented as well as the thermo-mechanical and cryogenic flows layouts. Integration and assembly in the LHC machine are also explained, including specific safety aspects and maintainability requirements.
A cryogenic cooling system is designed for three-phase 23 kV-2 kA superconducting fault current limiters (SFCL) under development as an Open R&D Program of KEPCO. The goal of this design is a compact, efficient, and cost-effective cryogenic system as commercial product, based upon our successful long-term operation of distribution level SFCL’s. Three phases of HTS components are immersed in a liquid-nitrogen cryostat and continuously refrigerated by four units of GM coolers. A major issue is how to achieve the intended temperature and pressure around at 78 K and 0.3 MPa under “variable” thermal load, because the actual current level will be well below 2 kA during most of operating hours, and the coolers should be able to cover the full load at 2 kA. The state-of-the-art inverter compressors are employed for the partial load operation of GM coolers by controlling the input power frequency. The cryogenic thermal load is elaborately calculated as a function of operating current, and the inverter frequency is controlled directly by the measured actual current such that the refrigeration can match the partial load. Three pairs of current leads are also designed by taking into account their connections to electrical bushings at the top plate, and full details of drawings are presented for immediate manufacturing.
STFC Daresbury Laboratory has an ongoing R&D program for developing superconducting thin film technology for superconducting radio frequency (SRF) acceleration cavities. A number of A15 films has already been deposited at various deposition conditions, with various structure, morphology, and on various substrates. This has created a need to measure a range of superconducting properties of the thin films such as RRR, Tc, first penetration magnetic field, RF surface resistance and Q of the cavities and also the development of associated instrumentation for Low lever RF. A cryocooler based cryostat has been developed to enable these measurements which consists of two independent gas cooled chambers with sample space diameters of 22 and 54 mm, respectively, for operations in the temperature range between 4 and 20 K. The smaller chamber is equipped with a 2-T superconducting magnet and the large chamber is specially designed for measuring magnetic field penetration in planer thin films. The key design feature of the system is that the samples can be changed while the cryocooler is running, increasing the overall measurement throughput. The paper describes the design of the cryostat in detail with initial experimental results.
CERN has lately defined the features of the possible next-generation high-energy hadron-hadron collider (FCC-hh): it would be located in a 100 km circumference ring, with a target center-of-mass energy of 100 TeV, achievable through the collision of counter-rotating proton beams with an energy of 50 TeV. Because of their high energy, the proton beams circulating in the accelerator would produce several tens of watts of synchrotron radiation per meter; therefore, a beam screen is necessary in order to prevent this radiation from impinging on the dipole magnets. The beam screen would be kept at 50 K for cryogenic efficiency. Beam stability reasons require to minimize its surface impedance and, in order to guarantee a better performance than copper would allow, the only alternative materials are High Temperature Superconductors: a good candidate is Tl-1223, whose deposition process should be scalable to the size of the FCC-hh components. An important requirement is a high critical current density JC. In the case of HTS, it is strongly dependent on the grain boundary misalignment and is drastically suppressed if the misorientation angles are too big, i.e. the grains are not well connected. To explore the microstructural features of Tl-1223 thin films deposited on differently processed Ag and SrTiO3 substrates, we employ Scanning Electron Microscopy (SEM) and Transmission Electron Microscopy (TEM). In particular, we investigate the homogeneity of the formed Tl-1223 phase and the grain boundaries misalignment. Furthermore, we relate the analyzed microstructure to the magnetic characterization of the superconducting samples, performed with Scanning Hall Probe Microscopy. The results will help to better understand the potential of the still little-known Thallium based superconductors to advance the FCC design project.
This work is part of the Marie Sklodowska-Curie Training Network EASITrain (European Advanced Superconductivity Innovation and Training), funded by the European Union’s H2020 Framework Programme under grant agreement no. 764879.
Superconductivity of alkali-metal(A)-doped fullerenes was found in 1991. A-doped fullerides AxC60 [0<x<6] are particularly interesting since their structures and electronic properties are strongly related to the doping carrier concentration. The compound, A3C60, shows superconducting transition at 19K (A=K), 29K (A=Rb) or 33K (A=Cs2Rb). Various types of fullerene-based supramolecular materials have been developed by Miyazawa et al. using a liquid-liquid-interfacial-precipitation (LLIP) technique, so far, such as nanowhiskers (C60NWs), nanosheets, nanowires, and nanotubes. If such a form of C60NWs turns out to be a superconductor, it will be a promising material for superconductive fibers or wires. We have tried to dope alkali metals (K, Rb, Cs2Rb) into the C60NWs for future application to superconducting light fibers. First, superconductivity was observed at 17 K in the K-doped C60NWs heated at 200oC and their superconducting volume fraction reached 80 % in 24 hours. In contrast, K-doped C60 raw material powders showed only 1 % fraction. Such a low superconducting volume fraction in K3C60 superconductors has been reported in previous papers. We believe this difference is caused from nanopores in C60NWs by the LLIP, which assist K-migration in the materials. We report the superconducting properties of our newly synthesized AC60NWs (A=Rb3, Cs2Rb) in comparison to K3C60NWs. The critical current density (Jc) of AxC60NW is estimated over 105A/cm2 up to 5 T using the Bean model in M-H curves. It shows a high Jc in K3.3C60NWs compared to the others. The upper critical field and other superconducting properties will also be reported and discussed. This work is supported by JSPS-KAKENHI program#18K04717.
Thermodynamic properties of superconducting state in the $\rm H_{5}S_{2}$ system were analyzed precisely. The calculations were carried out in two cases: included the lowest-order vertex correction-scheme VCEE (Vertex Corrected Eliashberg Equations), on the other hand we get the model without the vertex corrections, the so-called CEE scheme (Classical Eliashberg Equations). It has been proven that under pressure 112 GPa , the superconducting state induced in the $\rm H_{5}S_{2}$ compound is characterized by anomalously high value of Coulomb pseudopotential (also after taking into account the vertex corrections to the electron-phonon interaction). The analysis contains also the parameters study of superconducting state, that is induced in the $\rm{H_{4}S_{3}}$ and ${\rm H_{2}S}$ compounds. The superconducting state of $\rm{H_{4}S_{3}}$ compound is the BCS type, however it cannot be equated with the experimentally measured low-temperature superconducting state in the compressed hydrogen sulfide, since it has a very low critical temperature. On the other hand, has been shown that the superconducting state in ${\rm H_{2}S}$ compound has thermodynamic parameters with values close to the values determined for $\rm H_{5}S_{2}$ in the CEE (Classical Eliashberg Equations) scheme and is not the state of BCS type. In our opinion, experimentally was observed the superconducting state in the ${\rm H_{2}S}$ compound, which is kinetically protected in the samples prepared at the low temperature. It should be emphasized that in the case of ${\rm H_{2}S}$ reproducing the experimental dependence of critical temperature on the pressure does not require anomalously high value of Coulomb pseudopotential.
Our reserch was focused on ${\rm PbH_4(H_2)_2}$ which is the first of plumbanes homologous serie dopped by a hydrogen. Superconducting state in a homologous series wasn’t checked yet. This is a very interesting issue against of Ashcroft’s thesis about superconductivity in hydrogen rich compounds. This compound connects the heavy element like lead and the lightest – hydrogen. If the properties were calculated by us in the future for last two elements of plumbans homologous serie it
could show what is the dependence between the quantity of lead and hydrogen atoms. The research was aimed to determine the superconducting properties of the compound ${\rm PbH_4(H_2)_2}$ . Critical temperature value (Tc) which the compound ${\rm PbH_4(H_2)_2}$ under the pressure 200 GPa goes into a superconducting state in a function of Coulomb pseudopotential was calculated by using the formalism of Eliashberg equations due to the high value of electron-phonon coupling constant in the studied system ($\lambda=1.3$). It was found that for the Coulomb pseudopotential value $\mu^*\in\langle 0.1, 0.3\rangle$ the critical temperature is within the range 81 K to 121 K. We also calculated normal heat and heat of the superconducting state in this compound. As part of the work, the full order parameter was also determined and the value of the dimensionless coefficient $R_{\Delta}$, which is 3.96 to 4.22.
The transition metal oxide interface has attracted extensive attention due to its unique strong correlation properties. In particular, LaAlO3/SrTiO3(LAO/STO) interface [1], has a high mobility of two-dimensional electron gas (2DEG), and specific physical phenomena such as superconductivity [2,3], ferromagnetism [4], and the coexistence of superconductivity and ferromagnetism [5,6] have been observed.
In this study, LAO/STO oxide heterostructure interfaces were prepared by LMBE. The two-dimensional superconductivity of the LAO/STO interface was confirmed with critical temperature of about 200mK [3]. Due to the good dielectric properties of STO, the back-gate-voltage VG was used to regulate the superconductivity of the LAO/STO(110) interface. The experimental results [7] show that with the decrease of VG, the critical temperature has a dome-like shape, while the upper critical field Hc2 monotonically decreases. This relationship of independence between the variation of Tc and of Hc2 suggests that the Cooper pairing potential is stronger in the underdoped region and the coherence length increases with the increase of VG. The result is as for high temperature superconducting cuprates and it is different than for conventional low temperature superconductors.
In addition, possible coexistence of superconductivity and ferromagnetism was observed at the LAO/STO interface: magnetoresistance peaks were found near the zero magnetic field [6] The preliminary results show that the coexistence of superconductivity and ferromagnetism of 2DEG is not caused by phase separation, and its space wave function of superconducting pairing is likely of p-wave symmetry. On this basis, the relevant phase sensitivity experiments were carried out.
[1] A. Ohtomo, et al. Nature, 427, 423 (2004).
[2] N. Reyren, et al. Science, 317, 1196 (2007).
[3] Y. L. Han, et al. Appl. Phys. Lett., 105, 192603 (2014).
[4] A. Brinkman, et al. Nat. Mater., 6, 493 (2007).
[5] D. A. Dikin, et al. Phys. Rev. Lett., 107, 056802 (2011).
[6] S. C. Shen, et al. Phys. Rev. B, 94, 144517 (2016).
[7] S. C. Shen, et al. Sci.. Rep., 6, 28379 (2016).
The addition of different insulating, non-reactive nano-phases to YBa2Cu3O7-δ superconductor thin films improves current density by combining different flux pinning mechanisms. Barium Hafnate (BHO) 1D APCs can be tuned by the addition of secondary yttrium oxide (Y2O3) 3D APCs, leading to a different pinning landscape. Thin films are grown via pulsed laser deposition (PLD) by the adsorption of adatoms on a substrate surface. The adsorbed adatoms’ mobility results from their kinetic energy and arrival rate at the substrate surface, and along with film-substrate interaction energies, and film-film interaction, dictates growth mode. This paper systematically compares the growth temperature (Tg) effect on BHO 1D APCs by measurement of magnetic and transport current densities, critical temperatures, and microstructure observations via SEM and TEM. Nanocomposite films on LaAlO3 and SrTiO3 substrates were produced via PLD with a target consisting of 4 vol.% BHO +3 vol.% Y2O3 doped YBCO, while varying the growth temperature from 790 C to 825 °C. Varying the growth temperature affects the microstructural defects within the film, which in turn impacts the pinning strength, current density, and critical temperature. The pinning force density (Fp), and maximum field (Hmax) of the APCs, are increased with Tg at its optimum growth temperature.
The APC/YBCO interface has been reported to affect the pinning efficiency of BaZrO3 (BZO) 1D APCs. Here we provide qualitative and quantitative study of the effect of semi-coherent (BZO) interface on the angular range of pinning by 1D BZO APCs in BZO/YBCO nanocomposite films. A good understanding of the nature of the interface, and its effect on the angular range of effective pinning, is crucial to designing APC/YBCO nanocomposites with strong isotropic pinning landscape. The pinning efficiency of the BZO 1D APCs was evaluated at different orientations of the magnetic field (H) in the plane perpendicular to the critical current density Jc (H) from H//c-axis (theta=0 degrees) to H//ab-plane (theta=90 degrees). Specifically, the maximum pinning force density (Fp, max) and the field at which it occurs (Hmax), were measured as functions of theta. Results show that for the BZO 1D APC/YBCO films, significant pinning (relative to undoped YBCO) is not observed until BZO concentration is up to 4 vol.%. This might be in part due to strain field overlap-induced defects reducing the strain on the BZO/YBCO interface. In addition, the angular range was observed to decrease with increasing BZO concentration, suggesting an intimate correlation between the individual 1D APC pinning efficiency and the angular range this efficiency is maintained.
Superconducting Nb3Sn films can be synthesized by controlling atomic concentration of Sn. Multilayer sequential sputtering of Nb and Sn thin films followed by high temperature annealing is considered as a method to fabricate Nb3Sn films where Sn composition of deposited films can be controlled by controlling the thickness of alternating Nb and Sn layers. We report on the structural, morphological and superconducting properties of Nb3Sn films fabricated by multilayer sequential sputtering of Nb and Sn films on sapphire substrates with ex-situ annealing at 950 °C for 3 h. We have investigated the effect of Nb and Sn layer thickness on the properties of Nb3Sn films. The thicknesses of Nb and Sn layers were varied in two ways: (1) varied Nb:Sn thickness ratio (1:1, 2:1, 3:1, 4:1), and (2) varied layer thickness of both Nb and Sn layers, while keeping constant Nb:Sn thickness ratio of 2:1. The crystal structure, surface morphology, topography, and film composition were characterized by X-ray diffraction (XRD), scanning electron microscopy (SEM), atomic force microscopy (AFM), and energy dispersive X-ray spectroscopy (EDS) respectively. The results showed Sn loss from the surface due to evaporation during annealing. Superconducting Nb3Sn films of critical temperature up to 17.93 K have been achieved.
The magnet-scientific method has been adopted for fabricate grain oriented materials in these 20 years using superconducting magnets with large room temperature bore. High magnetic field up to 10 T enabled us to control grain orientation of paramagnetic materials if they have magnetization anisotropy. In the case of cuprate superconductors, the magnetization easy axis is determined by contributions of CuO2 plane and other magnetic elements. To obtain magnetically grain orientated materials, magnetic alignment energy, which is determined by magnitude of magnetic field, volume of grain and magnetization anisotropy, must be larger than the thermal energy, kBT. Recently, we have been focusing on the development of a new and more versatile grain orientation method using cold organic solvent and permanent magnets. Ethanol is chosen as organic solvent, because its melting point is 159 K and very high viscosity at low temperatures. At low temperature, thermal energy decreases monotonically and magnetization anisotropy increases, and therefore, magnetization grain orientation can be possible even under low magnetic field less than 0.5 T. Our preliminary study revealed that c-axis aligned thick films or bulks of Bi2223, Dy123 and Y123 are easily prepared through magnetic grain orientation process under low magnetic fields of 0.14~0.40 T starting from cold or frozen slurry composed of ethanol and oxide powder. Critical current properties and microstructures of these thick films or bulks after heat-treatment will be shown and possibility of the new grain orientation method for the development of various paramagnetic materials having magnetization anisotropy.
Conventionally the fabrication of superconducting thin films is carried out by tedious processes and requires expensive equipment. Here we report the growth of YBa2Cu3O7-x (YBCO) thin films on SrTiO3 substrates by the low-cost chemical solution deposition technique [1]. The preparation includes the precipitation of yttrium, barium and copper acetates in oxalic acid; and directly dripping onto SrTiO3 ([100] orientation) substrates. The epitaxial growth of the deposited layer was carried out by calcination and thermal treatments at 840 and 860 °C. The surface morphology was inspected by optical microscopy. X-ray diffraction (XRD) confirms the preferential epitaxial growth (00l) of the YBCO crystallites, especially after thermal treatment at 860 °C. Both samples show a superconducting critical temperature of 90 K. The estimation of the critical current density (JC) of the samples was measured indirectly from their respective hysteresis cycles following the Bean equation [2] at 10 K. For the sample treated at 840 °C, JC was 19 x 104 A/cm2, while for the sample obtained at 860 °C JC was 17 x 109 A/cm2, indicating that a thermal treating of 840 °C is enough to obtain a versatile YBCO thin film.
[1] Yuanqing Chen et al. (2016). High Critical Current Density of YBa2Cu3O7−x Superconducting Films Prepared through a DUVassisted Solution Deposition Process. Scientific Reports. DOI: 10.1038/srep38257.
[2] J. Narayan, A. Bhaumik y R. Sachan., Journal of Applied Physics Vol 123 2018 135304.
Maximizing critical current density (Jc) and minimizing flux creep in high temperature superconductors (HTS) is critical for their inclusion in accelerator magnets where both high magnitude and high stability magnetic fields are required. In YBa2Cu3O7-x (YBCO) thin films, critical current density can be enhanced by either the addition of many shallow pinning centers or the addition of fewer, deeper pins. In contrast, flux creep is better managed by the addition of deep pins. Pulsed laser deposition (PLD) was utilized to fabricate YBCO thin films on SrTiO3 (STO) substrates with two different, non-reacting, and insulating phase additions: BaZrO3 (BZO) and Y2BaCuO5 (Y211). Targets utilized in the PLD process consisted of YBCO doped with 2 vol. % BZO, and YBCO doped with 0, 5, 10, and 15 vol. % Y211. XRD and TEM characterization was performed. Magnetic Jc (B,T,) properties were determined. Additionally, the magnetic relaxation of the samples was measured at fields from 0-8 T and at temperatures of 4.2 to 77 K. The results of these measurements were used to generate U(J) vs. J curves for each sample; fits were performed to extract an intrinsic pinning potential (U0). These data were compared with high resolution XRD and TEM data on these uniquely hetero-structured YBCO films to elucidate structure-property relationships.
Different methods of flux pinning are being tested world-wide to enhance critical currents (Ics) of high temperature superconductor YBa2Cu3O7-x (YBCO) coated conductors exposed to high magnetic fields. Magnetic materials are interesting to consider as flux pinning additions because of their potential for very strong pinning strength. To our knowledge, there have been limited demonstrations of magnetic pinning additions to YBCO conductors. This paper describes the study of different M magnetic phase additions to YBCO including M = BaFe12Ox, La0.67Ca0.33MnO3, and other oxide phases. Nanosize additions were incorporated by depositing multilayer (M/YBCO)N films to minimize degradation of Tc, and testing volume % additions of M phase from 0.5 % to 5%. Results indicate that Tc onsets are depressed with magnetic additions, however in some cases interestingly without degrading the transition width. With optimization of magnetic additions a 50% increase of critical current density has been obtained, for low magnetic fields of < 1T at 65K to 77K. Microstructural and superconducting properties will be summarized, including SEM analysis.
Acknowledgements: Support from the Air Force Office of Scientific Research (AFOSR) and LRIR #18RQCOR100, and the Aerospace Systems Directorate (AFRL/RQ)
We analyze the measured critical current reduction in Nb3Sn Rutherford cables under magnet-relevant transverse pressure levels in terms of the filament strain inside their strands. A mechanical 2D model of cables’ cross-section is developed to translate the stress that is applied to the surface of the impregnated cables into a strain distribution on the surface of its strands. The resulting critical current of the cable is then used to estimate the corresponding deviatoric strain on the intra-strand filamentary level, using the well-documented strain scaling relations obtained for the isolated strands. By comparing the thus modelled strain on a strand level with the estimated strain on a filament level, we can identify the main factors that influence the pressure response of these accelerator cables. Such an analysis is presented for four state-of-the-art cable samples that were measured at the University of Twente (combining two cable- and two strand-types) and discussed in terms of cable lay-out and mechanical strand properties.
Acknowledgement:
The HiLumi LHC project was partly financed by the European Commission’s seventh framework programme (FP7).
The EuroCirCol project was funded by European Union’s H2020 framework programme under grant agreement no. 654305.
Corresponding author: Mr. Peng Gao, p.gao@utwente.nl
Introducing materials with high specific heat (C) to Nb3Sn composite wires is a promising technique to suppress the intrinsic instability in high-Jc wires and also improve their stability with respect to external perturbations, which might help to reduce the long training of Nb3Sn magnets. Experiments on prototype wires have demonstrated its capability to improve conductor stability in transport voltage-current tests and tripling of minimum quench energy. A collaboration between Fermilab and Bruker EST has started to industrialize this approach by fabricating a long-length composite wire based on RRP technology and high-C subelements. This project is comprised of two stages. The first stage involves development and optimization of the high-C subelements such as the Cu/Gd2O3 ratio. The second stage involves fabrication of a 61-restack RRP wire with the final diameter of 0.7 and 1.0 mm using the optimized high-C subelements. The fabrication and measurement results of the high-C subelements and the final wires as well as the following steps for this project are reported and discussed.
In general, practical metallic superconducting wires, such as NbTi, Nb3Sn and V3Ga, have a fine multifilamentary configuration. Its predominant reason would be pointed as the reduction of electromagnetic losses, the improvement of intrinsic and thermal stabilities, and the reduction of mechanical strain. In particular on the A15 compounds, the promotion of the chemical reaction through the shortening of the diffusion distance would be added to above reason. According to these understandings, so far we have been developing the Nb3Al monolith wires having multifilament configuration. However, several R&D issues, such as the wire-breakage of multifilamentary precursors, costly Cu stabilizer fabrication, low mechanical irreversible strain, still remains. On the other hand, we are considering dramatically different approach to fabricate Nb3Al superconducting wires of which have low electromagnetic losses, enough intrinsic and thermal stabilities, excellent flexibility for the coil winding through the React & Wind method, and low fabrication cost. It is the braided conductor that a multiplicity very fine single strands are braided into a cylindrical pattern. Especially, the flat dimensionally transposed braided conductor was called “BNL Braid”. In this paper, as a first step of new approach, we tried manufactures of Jelly-Rolled Nb/Al single precursor wires having a diameter of less than 50 microns. The drawing workability, microstructure changes, and then superconducting properties after heat treatment of very fine Nb3Al single wires were investigated.
Tube type Nb3Sn wires are high performance conductors that typically reach a Jc of 2000-2500 A/mm2 at 12 T and 4.2 K (1000-1250 A/mm2 at 15 T). The wires have performance similar to that of PIT conductors, but are simpler, cheaper, and can be drawn down to finer filament sizes. The conductor consists of a number of subelements, each consisting of a Cu-clad Sn rod inside a Nb-Ta tube, all arranged in a hexagonal array with a Cu matrix and Cu sheath. Conductors with subelement counts from 217-547 have been manufactured in long lengths and used in small magnets, with high levels of low and moderate field stability. In order to fully optimize the conductor, attention must be paid to filament shape and array regularity, both among filaments and along the length. Analysis of scanning electron microscopy images is used to develop a connection between microstructure, RRR, eddy current testing signatures, and critical current at a standard set of heat treatments.
A clear indicator of purity of niobium (Nb) used for fabricating Superconducting Radio Frequency (SRF) cavities is the Residual Resistivity Ratio (RRR) of the bulk Nb. Usual methods of determining the RRR is by Four-probe resistance measurement techniques. This process is destructive in nature and provides an average value of the RRR of the sample that is being used. It has already been shown in other literatures that the RRR of the Nb changes as the RF cavity moves through various fabrication processes. In order to characterize the RF cavity through different stages of fabrication, a local, non-contact method for measuring RRR is required. This paper discusses one such non-destructive method for RRR estimation using planar inductive sensors.
Whenever a conductor is brought in the presence of an inductive sensor which is excited by an AC signal, the impedance associated with the sensing coil varies. This variation is a function of eddy current penetration depth (δ), the electrical conductivity (σ), the frequency of excitation (f) and the series inductance term (Ls) of the impedance of the sensing coil. The frequency response of the Ls term of the sensor will have an inflection point whenever the eddy current penetration depth becomes equal to the thickness of the sample. By determining the inflection point on the Ls-F graph close to the critical temperature (Tc) and at room temperature (Tr), the RRR can be estimated.
High Purity large grain niobium ingots produced by CBMM, the global leading producer of niobium, have shown advantages in manufacturing superconducting radio frequency (SRF) cavities for particle accelerators in regard to less expensive fabrication and treatment procedures with comparable or better performance. For this application, the homogeneity of the ingot needs to be ensured. In this work, the homogeneity of the material was characterized through residual resistivity ratio (RRR) measurements and tensile tests. Test specimens are taken from the top, middle and bottom regions of seven niobium ingots produced by CBMM. RRR measurements are performed on the samples to ensure the high quality of the ingots. The measurements are performed with a GM cryocooler system and repeated 10 times for each sample. Tensile tests at room temperature are performed on samples from the same regions. Samples are machined according to ASTM standard test methods for tension testing of metallic material. Tests are performed with Instron tensile compression testing machine, and various mechanical properties such as Young’s modulus, 0.2% proof stress and fracture strain are measured. Contents of impurity (N, O, C, H, Ta) of regions of the seven ingots are also investigated. These data also provide some insights in the possible correlation among RRR values, mechanical properties and impurity contents of niobium ingots.
The HTS current leads for the ITER project will be the largest ever operated, with unprecedented currents, up to 68 kA and voltages, up to 14 kV. According to the ITER agreement these leads will be provided in-kind by the PR of China. After an extensive development program at the Hefei Institute of Plasma Physics (ASIPP) and with the support of the ITER HTS working group, the ITER current leads were designed and qualified. The following discusses the main highlights of this development, with particular emphasis on the description of the design of the different types of ITER current leads and their final qualification in dedicated cold tests in nominal conditions.
$RE-Ba_2Cu_3O_{7−δ}$ (REBCO, RE = rare earth) coated conductors maintain high current densities in the presence of large magnetic fields, making REBCO a promising conductor for use in high magnetic field applications. Unfortunately, the manufacturing process produces defects, resulting in significant drops in the critical current, $I_c$, along the length of the conductor. Additional variations in $I_c$ can occur due to the anisotropic behavior of REBCO with respect to magnetic field orientation, which can reduce $I_c$ by a factor of 2 depending on field orientation at 77 K. Conductor on Round Core (CORC) cables contain multiple layers of helically wound REBCO tapes, producing a flexible, isotropic conductor that promotes current sharing between layers. This could allow current to bypass local drops in I_c and minimize the risk of hot spot formation. The current sharing capability of CORC cables depends on the tape-to-tape contact resistance, $R_c$, which can be quite large since the tapes in CORC cables are not generally soldered in order promote cable flexibility. Measurements were conducted on several CORC cables to achieve a better understanding of how different winding parameters, cable bending, and magnetic field affect $R_c$. We found that $R_c$ can take on values from 10 to over 1,000 $\mu\Omega\cdot cm^2$, resulting in a broad range of current transfer length between layers. Further experiments isolated 1 or 2 tapes with a significant drop in $I_c$ for detailed studies, from which the effects of current transfer were evident on the current-voltage transition data. We compare cables that permit current transfer around these $I_c$ drops to cables with insulation between tape layers, disabling current sharing, allowing us to clearly see the impact of current sharing on cable $I_c$.
Second generation high temperature superconducting (HTS) tapes have been widely employed in design and development of Superconducting Fault Current Limiters (SFCL) and Superconducting Magnetic Energy Storage (SMES) systems. These systems are generally operated near the critical currents of the coated conductors to get the maximum outcomes thus there will be situations when the hot spots may occur that may lead to quenching of superconductor. Various studies have been proposed where attempts have been made to increase the normal zone propagation velocity (NZPV) to avoid the initiation of hot spots. Large NZPV can be achieved by varying the interfacial resistance among the superconductor and stabilizer layer.
In the present study, a slight modification has been done in the architecture of the tape where different interfacial resistances have been employed to estimate the temperature distribution among HTS tape having 10mm length. It has been noticed that large temperature gradients exists between a tape length of 7 to 10mm and a significant temperature rise has been observed for different interfacial resistances.
Dielectric insulation systems pose a design and material selection challenges for high temperature superconducting (HTS) power cables. Cryogenic operating conditions cause mechanical stresses and the resulting cracks and voids degrade the performance of electrical insulation systems. Superconducting power cable designs that do not use solid insulation are attractive for low and medium voltage applications. The possibility to utilize the dielectric strength of liquid nitrogen (LN2) in the dielectric design of HTS cables is worth exploring because the idea offers designs that are efficient in cryogenic heat transfer. Liquid hydrogen (LH2) is being considered as cryogen for electric aircraft applications. Both LN2 and LH2 have significant dielectric strength if bubble formation can be avoided by subcooling and pressurizing the cryogenic circulation system. Elimination of solid insulation enhances both the volumetric and gravimetric power density of HTS devices. Considering all the advantages, we have explored HTS cable deigns that use liquid cryogens as sole dielectric media. This paper describes the concept of HTS cables without any solid insulation, electric field analysis, and experimental characterization of HTS test cable. Comparison of the estimated breakdown voltage based on the design and dielectric strength of LN2 with that of the experimentally obtained values will be discussed.
We reported previously the ac loss measurements of a CORC wire, which consisted of six 2 mm-wide coated conductors wound into three layers around a copper core. The critical current at the self field and 77 K of each coated conductor was 68 A. In order to compare with these experimental results, we carried out numerical electromagnetic field analyses. Our numerical model was formulated with the current vector potential T and was based on the thin-strip approximation. The three-dimensional geometry of coated conductors in a CORC wire was modelled with curved shells. The comparison between measured and calculated ac losses suggested the followings: magnetization loss characteristics can be explained by the variation of the orientation of the wide face of a coated conductor in the CORC wire; the lateral critical current density distribution might influence the magnetization loss; the current distribution among layers could influence the transport loss. The effect of striating coated conductors for ac loss reduction of CORC wire is discussed as well.
This work was supported in part by the MEXT under the Innovative Nuclear Research and Development Program and in part by the NEDO in the Project for the Promotion to the Commercialization of High-Temperature Superconductivity Technology.
The thermal and electrical contact resistance of 10 stacks of YBCO coated conductor tapes was measured at 77 K. The ten stacks were conduction cooled, and had no insulation or other preparation between the layers. The stack of ReBCO comprised of ten pieces of superconducting tape each 30 cm long. To generate pressure on the stack of ReBCO tapes massive steel plates were used. The force of a single plate was 55.7 N resulting in a pressure of 2 kPa per plate. Up to four plates were used with the maximum pressure of 8 kPa Compressive force was applied was provided from an increasing amount of steel weights. The interlayer resistance was only reduced by a factor of 4 compared to no applied compressive force on the stack of ReBCO tapes. Effective thermal conductivity as well as effective contact resistivity were measured as a function of applied pressure, for pressures up to 8 kpA. Interlayer resistance ranged from 50-150 milliohms, and thermal conductivity values from 2.5-25 W/mK. These values have bearing on the use of NI schemes for magnet protection
Current-sharing was measured for fully-excited Nb3Sn Rutherford cable at 4.2 K and various I/Ic, using a superconducting transformer. Interstrand contact resistance was modified by different preparation conditions: as-is and low temperature vacuum diffusion bonding. Measurements were performed in pool boiling liquid helium in background fields of up to 15 T with magnetic fields applied parallel to the flat face of the cable. Normal-zones were initiated with surface mounted graphite epoxy heaters. Normal-zone formation was monitored using voltage taps and Type-E thermocouples. The results were correlated with interstrand contact resistance values, themselves a function of the cable preparation protocol. These experimental results are discussed in terms of a stability diagram, and interpreted in terms of a model discussing the importance of minimum quench power and different quench behaviors.
Interconductor contact resistance (ICR) is a key property in determining the stability and current sharing of coated conductor cables. Most coated conductor cables have relatively high contact resistance and low current sharing as fabricated because of surface asperities and the oxide layer that forms on the Cu-stabilizer. Here we work to quantify the induced differences in using three methods to modify ICR: sample “curing”, electrodeposition surface modification, and thin conformable inserts. At first a stack of two coated conductors was used to simulate a cable. This stack was put under transverse pressure and exposed to moderate temperatures to promote diffusion bonding via the removal of the unstable Cu-oxide layer (< 200 °C). Such a method would normally be applied after (e.g. magnet) winding. In a second approach, the samples stack surfaces were modified with a Cr, Ag, Nickel, and Nickel/Teflon nanocomposite layer. In a third approach, a conformable “smart material” was inserted into the stack. ICR measurements were performed on stacks before curing, after curing, for stacks with electrodeposited layers, and for stacks with a smart material insert. In addition, Roebel cables were prepared with electrodeposited coatings on the individual strands, and ICR was compared between the as-received and electrodeposited Roebel cables.
HTS tapes, because of their widths and large shape aspect ratios, have not been readily manufacturable into Rutherford or Roebel cables, even though these kinds of cables are required for many large coil applications. A type of transposed Roebel cable is under development with 2G tape, but its design flexibility is limited, its processing is very complex, and it requires that much of the 2G tape feedstock be discarded. However, our recent advances in cabling provide an opportunity to develop and produce long lengths of low-cost HTS transposed tape cables for fabricating many types of coils. Using our cable design model, combined with the properties of Sumitomo NX and 2G tapes, we have identified architectures for producing prototype transposed HTS tape cables by this new cabling approach. Test runs with a 6-strand cabling machine were completed to establish the feasibility of producing and attaining target performance levels. Degradation of Ic in the cabled tapes, as compared to their pre-cabled Ic’s was found to be minimal. Bend tolerance tests on cables comprised of 8 and up to 16 tapes demonstrated that Ic does not start to decrease until bend diameters go well under 20 cm. Longer length cables were produce and test coils wound – with tests confirming that these cables are well suited for the fabrication of HTS-based coils with the required large operating currents. These developments pave the way to now develop and produce long lengths with many more tapes and achieve 2, 5 and 10 kA class cables for high field usage in a large variety of magnet types.
Reinforced round Bi2212-based, high temperature superconducting wires and transposed cables are being developed for use in coils that are problematic with wide HTS tapes, and that need to operate beyond the limits of low temperature superconductors. This paper describes advances in the development of our strong round HTS 2212 wire, scale up to production lengths and fabrication into transposed Rutherford cable architectures. For wire strengthening, high modulus strips are helically wrapped and diffusion bonded onto the 2212/Ag round wires, with relatively long pitch lengths and narrow gaps between the strips that allow oxygen exchange with the atmosphere as required to form high Jc 2212 by subsequent melt texturing reaction. Wires can be produced to required, specific levels of strengthening without adding excessive amounts of reinforcement that reduce effective current density, while meeting the tensile stress and radial compression requirements of some applications, for example exceeding 150 MPa in radial compression and 300 MPa in axial tension. Current densities of these wires also meet the requirements of some applications even when processed by 1 atm melt texturing, and a wider range of applications when processed by the over pressure process pioneered at The Applied Superconductivity Center / Florida State University. Scale up to enable production is under way to enable longer test length production of these kinds of wire, that is now enabling cable and coil developments
Finite Element Method (FEM) modeling of stability and current sharing in Nb3Sn Rutherford cables was performed. Different values of contact resistances Ra and Rc were selected based on previous values extracted from loss measurements, as well as a set of design values. Current sharing was then projected for these cases. FEM models which mimic the QXF1055z-D cable (here named Q6 cable) and the HQ1020ZB (here named H1 cable) were set up. A defect in the central strand, 1 mm long, was created. It was assumed that this defect can carry 50 % of the strand’s critical current. At the cable current of 0.85 Ic the current sharing effect was modeled for real values of Ra and Rc of the cables. Superconducting properties of the strands were modeled via a power law E-J curve. Power generated in the cable defect was calculated and its influence on cable quench was analyzed. MQE was estimated as a function of Ic for the cable for various values of Ra and Rc, and the temporal evolution of the quench is displayed for a characteristic case.
High-temperature superconductor composites, such as coated conductor-based CORC and Bi2212-based cables, are being considered for high field magnets to be used in particle accelerators. Strand magnetization can degrade the magnetic field quality by introducing error fields, and flux creep may lead to drift in the magnetic field value during magnetic field ramp holding sequences, such as at particle injection. Here, selective cycling of the magnetic field applied to Bi2212 Rutherford cable and CORC and Roebel cable is explored as a technique to reduce the starting magnetization of the cable and the subsequent decay of the magnetization. The Rutherford cable samples were ~3 cm x 1.5 cm and were cut from racetrack coil RC5 measured at LBNL. The coil was wound with state-of-the-art Bi2212 wire and achieved 8.6 kA at 4 K, and generated a peak field of 3.5 T, with a wire current density of 1020 A/mm2. The CORC cable sample was 2.7 cm long and 3.2 cm in diameter and was cut from a 2 layer, 3 turn canted cosine theta (CCT) prototype tested at LBNL. The Roebel cable sample was 3 cm x 1.2 cm x 0.5 cm. The cable comprised 9 tapes with each tape being 5.6 mm wide and ~100 microns thick. The measurements were performed at 4 K in a 12 T cryogen-free magnet system. A Hall sensor, placed close to the extracted sample, was used to measure the magnetization. The applied field was ramped through full flux penetration and then brought within one flux penetration depth of the target applied field before the decay measurement commenced. The typical particle injection field of 1 T was used as the target field. Significant suppression of both the initial magnetization and its subsequent decay was observed.
Recent developments at Thales Cryogenics have been aimed at improving the performances of 100 W and 200 W input power class flexure bearing Stirling coolers.
The aim of these developments has been threefold: To enable multi-year operation with a vanishingly small failure probability (high availability), to increase the available heat lift at 77 K (high power for zero boil-off), and to extend the usable range down to below 45 K (low temperature). As the starting point for development, the LSF9589 and LSF9340/LSF9350 cooler ranges were selected. By performing these upgrades, the usability range of the cryocoolers is extended.
Multiple upgrades will be shown such as tuning for low-temperature operations and material upgrades. Test results will be presented and potential future improvements will be discussed.
The work performed was done for a variety of customers, with applications including nitrogen recondensers for zero boil-off dewars, high temperature superconducting filters, and low temperature longwave infrared detectors.
FLIR Systems has recently developed and begun manufacturing a miniature linear Stirling cryocooler, the FL-100, which has been designed to meet the needs of compact systems using High Operating Temperature (HOT) detectors. These include low cost, long life, high efficiency, and a very compact packaging size. A compact and efficient drive electronics board, the Cryogenic Cooler Controller (CCC), has also been developed to pair with the FL-100. This paper presents the design specifications of the FL-100 cryocooler and summarizes the results of the testing which has been completed thus far on prototype and early production units.
Cryocoolers can experience near-periodic heaving or side-to-side motion and acceleration in some applications, in particular on moving platforms. In this work, the effect of heaving and side-to-side movement on a Stirling pulse tube cryocooler was experimentally studied. Periodic heaving and swaying motions having various amplitudes and frequencies were imposed on a Stirling pulse tube cryocooler, using a motion platform. The effects of the motions on the cooling performance of the Stirling pulse tube cryocooler were measured and analyzed. Reduction of cooling power were observed as a result of large acceleration and low frequency periodic motion. The results also indicated that the cryocooler is more sensitive to swaying motions than heaving motions.
For a good cryocooler, besides high efficiency at working temperature, the cool-down speed is also important for some applications. Because of the difference in structure and operation mechanism, different cryocoolers have different characteristics of cool-down speed. This work introduces a Stirling type pulse tube cryocooler with ambient displacer which works at liquid nitrogen temperature region, and a strategy for improving the cool-down speed from room temperature to liquid nitrogen temperature has been investigated through simulation. The pulse tube cryocooler can provide 17.8 W cooling power at 77 K with 180 W input acoustic power at 70 Hz. By fixing the maximum displacer movement in the simulation, we investigate how tuning frequency around 70 Hz can change the cool-down speed. The strategy turns out be effective in the beginning stage of the cool-down process, an improvement of speed by about 15-20%. The gain becomes less obvious as the cold head temperature drops. In conclusion, tuning frequency during cool-down process helps the cold-head to reach final temperature faster but the average gain is not as big as expected.
High capacity Stirling type pulse tube cryocoolers (SPTCs) have promising prospect in high temperature superconductivity and gas liquefaction applications due to their definite potential of high reliability and high efficiency. However, impedance mismatching between the linear compressor and cold head in the high capacity SPTC becomes one of the main problems causing its inefficiency and hindering its commercialization. A simple method for impedance match is inserting a hollow tube called transfer tube between the liner compressor and the cold head, but there is lack of guide on choosing a transfer tube for the high capacity SPTC system and the characteristics of the transfer tube need further study. In this study, the mechanisms of the transfer tube have been revealed from the acoustic perspective. The characteristics of transfer tubes with three different shapes have been investigated. Experiments based on a high capacity SPTC working at liquid nitrogen temperatures have been conducted to verify the theoretical analyses. Results show that a suitable transfer tube can increases the COP more than threefold. Comparing with the stubby transfer tube, the slender transfer tube can amplify the pressure amplitude by 80%, decrease 20%~40% of the input power. In addition, a tube paralleled by another volume called reservoir transfer tube can increase the cooling rate when the total volume keeps constant. This study provides a guide to the selection of transfer tubes which can be helpful to the optimization of the impedance match for high capacity SPTCs.
The High Luminosity LHC (HL-LHC) will collect 10 times more particles than the original Large Hydron Collider(LHC). This imposes a significant challenges for radiation tolerance and the speed of the detectors, especially for the calorimetry sensors. As part of its HL-LHC upgrade program, the CMS collaboration is designing a High Granularity Calorimeter to replace the existing endcap calorimeters. The layout of the cooling inside the new calorimeter is established but the design of the transfer lines requires further research. The conceptual design study of the HGCAL coaxial CO2 lines was conducted by Demaco and addresses a number of topics such as the choice of design parameters, transfer line configuration, spool layout and a safety system assessment. A recommendation on the transfer line configuration is given on the basis of the pros and cons of the different options considered.
The Structural Heat Intercept, Insulation, and Vibration Evaluation Rig (SHIIVER) is designed to demonstrate the performance benefits of installing multilayer insulation (MLI) and structural vapor cooling onto a large hydrogen tank as a part of an upper stage. The intent of the 4 meter sub-scale demonstration is to design the MLI in a manner that its performance can be scaled to a full sized application. In order to predict the performance of the blankets as well as aid in the design, several features needed to be tested. Four different coupons were tested and evaluated for thermal performance relating to the number of layers, the seams, and the attachment mechanisms. The attachment mechanisms were further tested for structural strength at nominal application temperatures. From the testing, the number of layers were determined to be 30, and heat load penalties were determined for the seams and attachments. The attachment mechanisms passed all load testing with a margin of greater than 40%.
The performance of multilayer insulation systems (MLI) are often determined not by the bulk acreage insulation, but rather by the design details that allow the insulation to be attached to the hardware it is insulating. To help understand the impacts of multiple different types of seams on blanket performance, calorimeter testing was performed at Glenn Research Center. Seams investigated included interleaved seams, butt seams, and overlapped seams; the latter two with multiple sub-blanket offsets built into the seam. Results showed that the interleaved seam had the best performance, and butt seams outperformed overlapped seams. Furthermore, if overlap seams are used, the sub-blankets should overlapped less than two inches.
The long-term storage of cryogenic propellants on orbit under thermal and pressure control is a promising enabling technology for future space exploration. The combination of vapor cooled shield (VCS) and multilayer insulation (MLI) is considered as an effective passive thermal control method for such missions. To verify the modeling results on the thermal insulation performance by introducing VCS, a cryogen boil-off calorimeter system has been designed and fabricated. It is capable of measuring the heat flux through the VCS, as well as the temperature profiles both on the VCS and inside the MLI. The insulation effectiveness of VCS will be evaluated with liquid nitrogen as the simulated cryogen in the warm-boundary temperature range from 120 K to 360 K, for the cases with or without VCS. In addition, the heat transfer behavior within the insulation combination will be discussed in detail.
The thermal insulation performance of the thermal insulation system is crucial for the design and operation of the cargo containment system (CCS) for LNG carriers. The boil off rate (BOR) of the carrier is the main evaluation criterion. In this paper, the geometrical arrangement of the new thermal insulation system applied to a new independent type B LNG mock up tank were proposed, designed and constructed. In order to quantitatively evaluate the insulation performance, a simplified heat transfer model was established and both theoretical method and finite element method were used to calculate the BOR and temperature distribution of the new type B LNG mock up system. In what following, a cryogenic test set-up was built and experimental measurements of the temperature distribution and BOR based on the liquid nitrogen was carried out for the mock up tank. By comparing the result of theoretical method, finite element method and the cryogenic test, it was found that the new thermal insulation system of independent type B LNG mock up tank could efficiently prevent the environment heat load for the LNG vaporization and could provide guidance for the actual design and construction of new independent type B CCS.
We present a computational model for a closed cycle dilution refrigerator (CCDR) for space applications. The motivation of the computational model was the design a
CCDR demonstration model for the X-IFU instrument of the Athena space observatory.
We also have applied the computational model to other astrophysical instruments such as PIXIE and LiteBIRD to predict the available cooling power for instruments at different temperatures (0.05 K, 0.1 K, and 0.3 K) as well as the required cooling power from a cooling stage at 1.75 K.
We will give examples of how the computational model helps to optimize the CCDR for specific instruments.
A proven design for a zero gravity dilution refrigerator consists of three capillaries soldered in parallel to form a heat exchanger. The mixing chamber is an T-junction at the cold end of the exchanger. Almost pure liquid $^3$He and pure liquid $^4$He flow through the two outside capillaries to the cold end where they mix in the T-junction causing dilution cooling. The cold liquid $^3$He-$^4$He mixture leaves the T-junction through the middle capillary.
This refrigerator works only when a fraction of $^3$He remains in droplets of concentrated phase forming plugs in the outlet capillary that separate chunks of dilute liquid $^3$He-$^4$He. This arrangement of coexisting concentrated $^3$He and dilute $^3$He-$^4$He liquid has a subtle thermodynamic consequences: the enthalpy of this system can be less than that of the same amount of dilute liquid without the concentrated phase. Therefore, the dilution refrigerator on the Planck satellite had almost a factor 2 less cooling power than predicted on basis of simple, but wrong arguments.
We have designed and tested a new type of heat exchanger for the zero gravity dilution refrigerator with a silver sinter that changes thermodynamic conditions leading to an improvement of cooling power of 60 %. In addition, the silver sinter improves also the thermal coupling between the coolant and the outside world. We will explain the physics and the new design as well as present the experimental results.
In recent years, demands for high sensitivity observation in astronomical missions are increasing. In astronomical observation, in order to achieve superior sensitivity and energy resolution, cooling down the detector for extremely low temperature (100mK or less) is necessary to reduce thermal fluctuation noise emitted from the detector itself. The purpose of this research is to improve the performance of a closed cycle dilution refrigerator for space, which is developed with the aim of cooling below 50mK. In order to achieve the cooling power of 1μW at 50mK, a low suction pressure (0.4 kPa or less) and enough helium 3 flow rate (50 μmol/s or more) are required for helium 3 circulation compressor. However, the compressor that enables low suction pressure with high flow rate has a high technical difficulty, and it is challenging to develop.
Previous studies suggest that the opening width of the suction and exhaust valves and piston stroke of the circulation compressor have a great influence on the flow rate performance.
In this study, numerical models of the piston dynamics, the valve dynamics and the flow around the valves were constructed, and the validity of each numerical model was evaluated by experiments. By coupling each model, the numerical model of the compressor system was constructed. Unknown parameters in this model were estimated by genetic algorithm.
Using this numerical model, the sensitivity analysis for the flow rate performance of the compressor was carried out on the piston drive frequency, phase, and the spring constant and mounting angle of the valves.
From the results of this analysis, it is suggested that the flow rate performance of the compressor increases greatly in the range of about 12 to 40 times from the current flow rate depending on the spring constant and mounting angle of the valves.
An initial prototype of a mixed gas Joule-Thomson (JT) cryocooler was constructed and installed in a test facility to experimentally validate and refine a computational tool developed to optimize the gas mixture composition for a Joule-Thomson cycle with specific operating parameters. The mixture optimization model determines an optimal three-component mixture based on the analysis of the maximum value of the minimum isothermal enthalpy change that occurs over a temperature range coupled with an evaluation of the percent of the heat exchanger that exists in a two-phase range. The initial prototype of the JT cryocooler was installed in a test facility capable of providing a range of gas composition, mass flow rate, and pressures. The JT cryocooler has been operated while charged with several gas mixtures over a range of operating pressures. The mass flow rate, temperature at the outlet of the JT valve, and cooling load were compared to the expected values based on the mixture optimization model. Results were used to refine the model, particularly the heat exchanger performance, and gain confidence in its ability to steer future experimental iterations.
Earth observation satellites require cryocoolers to cool down their infrared imagers at very low temperatures. Besides having very good thermodynamic performances, satellite cryocoolers are expected to generate as little vibrations as possible. In order to better understand vibration causes between 0 and 500 Hz, the whole cryocooler needs to be modelled. In the literature, two main modelling approaches for pulse tube cryocoolers exist: vibration-oriented models reduce the thermodynamic system to a linear mass-spring-damper system acting on compressor’s pistons; and thermodynamically oriented models aimed at understanding and predicting thermodynamic performances.
In this paper, the mechanical behaviour of the thermodynamic system is modelled. Assumptions concerning gas properties and thermodynamic behaviour are made based on SAGE software simulations. A simplified Redlich Kwong equation is used. When necessary, polytropic coefficients were identified using simulation data, as were the time-averaged temperatures. The thermodynamic system is split into volumes, pipes and regenerators: conservation laws in volumes are integrated, dynamic mass and momentum conservation equations in pipes are solved using the method of characteristics and equations in regenerators are solved using a finite difference method. Three fiction laws are used: one for straight pipes (Moody chart), another for wound pipes (White’s correlation) and a last one for porous media (Modified Ergun equation). Porosity is measured by weighing. The model is built to respect integral causality and propagation phenomena.
The developed model is validated using experimental data. The simulations highlight the non-linear mechanical behaviour of the thermodynamic system: a sinusoidal motion of the pistons induces a non-sinusoidal pressure in the compression chamber. Among other, first and second harmonics amplitudes are about 3% of fundamental pressure amplitude.
This model can now be integrated into a global cryocooler model to predict compressor’s vibrations, power consumption or electrical harmonics. It could also be extended to predict vibrations from the thermodynamic system.
High-speed fully superconducting (SC) machines for aerospace applications need to achieve high power density while reducing losses. To increase the power density and eliminate core losses, an inside out synchronous machine is proposed with the iron yoke replaced with actively shielded coils. The additional coils are placed radially outward to contain the flux within the machine. Since core saturation is eliminated, higher flux density design can be achieved with this topology. Initial studies have shown that flux density up to 3 to 5 times of conventional iron core design is possible, and more compact machine designs can be attained compared to conventional designs. Previous studies indicated that with a 5 T air gap flux density, 35% volume reduction can be attained with only a 17% increase in superconductor usage.
Converting this machine to a fully SC design can potentially offer further performance improvements. However, ac losses in the armature winding in fully SC machine designs introduce a limitation on the achievable air-gap field strength and frequency. This paper explores fully superconducting actively shield machine design for aircraft electric propulsion. A 12-MW, 8000-rpm MgB2 based fully SC machine design is investigated. A feasibility study of this topology for electric propulsion is studied considering efficiency, weight, cryogenic design, mechanical performance and cost. Special attention is given to the ac losses in the machine. An optimal design is targeted which reduces the SC usage and weight while constraining the total ac loss in the machine below a practical limit. A pole count study will be conducted to identify the optimal frequency which balances tolerable ac losses with high power density. The results are compared against a traditional iron core machine to evaluate the benefits.
Superconducting winding are enabling for the development of the highest power density motors and generators for aircraft use. It is presently estimated that motors with normal conducting can reach a future limit of at best 20 kW/kg. On the other hand, superconducting winding are estimated to be able to produce more than double this, at 45 kW/kg. Superconducting windings carry very large current densities (1 kA/mm2 winding Je and more) and can generate much higher winding fields (even as high as 3-8 T in some designs), but do generate losses in the windings which must be removed at cryogenic temperatures. Here we compare loss values under realistic design constraints for the two most appropriate conductors for motor-generator applications; MgB2 and YBCO coated conductor. MgB2 is available in the form of wires (about 1 mm OD), and coated conductor either as tapes (4 mm x 0.1 mm) or wire-sized cables (2-3 mm OD). Here comparisons are made with best of class MgB2 and YBCO conductors where various loss contributions are incorporated, including applied fields, applied currents, and interaction terms. It is shown that present day MgB2 conductors are usable for motors and generators with sufficient attention to cooling design, and that filament numbers of 10-100 in a 2 mm wide YBCO tape will make it a viable candidate for use. YBCO coated conductor in the form of small wires is also quite promising, with low reductions due to twisting. Specific loss values are very dependent on rotational speed, number of poles, and conductor design, but detailed and specific losses are given for frequencies of 200-400 Hz and field amplitudes from 0.5-4 T, as well as scaling rules to extend these regimes. We in particular include here also the effect of maximum field amplitude variation in the windings, and include for the conductors a semi-bean approximation which allows for more realistic loss modelling results.
Electrification of transport is a growing trend. Air transportation presents some unique challenges for electrification and these challenges have driven the demand for faster electric rail transport. The CRRC Fuxing high speed train is one example of technology being developed, and tested, to be able to operate at 600 km/h. There is a demand to both increase speed, and number of passengers, for these high speed rail trains. The traction transformer is one of the most critical electrical devices on high-speed-trains. The use of HTS has been proposed to potentially deliver a 50% reduction in volume and mass whilst delivering a five-fold reduction in losses in a traction transformer. We have optimized the design for cryogenic overhead and cost and are currently building a 6.5 MVA superconducting traction transformer.
The transformer consists of four single-phase 25 kV/1.9 kV HTS windings, operating at 65 K, each of which drives a motor. The design incorporates Roebel cable in the LV windings to minimize AC loss. In this presentation we show the AC loss modelling results that identify the critical regions that contribute to AC loss. We then calculate the cryogenic system penalty, and weight, for design options and AC losses before optimizing the full system weight and volume. We demonstrate the benefit of hybrid windings, the use of high performance windings in only the AC loss critical regions, and examine the impact on cost and weight of the whole system. Finally we present the current design and report on the current implementation status.
The TFA-MOD method is a powerful way to fabricate $\it{RE}$Ba$_2$Cu$_3$O$_{7-\delta}$ coated conductors ($\it{RE}$BCO-CCs) with high critical current properties with a low fabrication cost. In this study, we focused on the case of BaHfO$_3$ nanoparticles (BHO-NPs, which have a diameter of < 10 nm) in $\it{RE}$BCO-CCs fabricated by the TFA-MOD method with an ultra-thin-once-coating (UTOC) process [1] and carried out critical current density ($J_\rm{c}$) measurements under wide temperature (4.2 K < $T$ < $T_\rm{c}$) and magnetic field ($B$ < 24 T) conditions with various magnetic-field orientations including the longitudinal-magnetic-field (LMF, $B\parallel J$) configuration and the transverse-magnetic-field (TMF, $B\perp J$) configurations.
In the TMF configurations, $\it{RE}$BCO with BHO-NPs possessed larger $J_{\rm c}(\theta)$ ($\theta$: angle between $B\perp J,\parallel c$ and $B\perp J,\parallel ab$) compared with those in $\it{RE}$BCO without BHO-NPs under most of $T$ and $B$ conditions, indicating that introduction of BHO-NPs is useful way to improve $J_\rm{c}$. As a characteristic behavior, $\it{RE}$BCO with BHO-NPs showed a broad depression of $J_\rm{c}(\theta)$ around $B\parallel ab$ at higher $T$ and lower $B$. We calculated the elementary pinning force based on the model beyond the widely-used model and succeeded in reproducing the depression naturally.
As for the LMF configuration, $\it{RE}$BCO with BHO-NPs showed larger $J_{\rm c}(B\parallel J)$ than those in $\it{RE}$BCO without BHO-NP, suggesting that the flux pinning by BHO-NPs is effective to enhance $J_\rm{c}$ in the LMF configuration as well as the TMF configurations.
At the conference, we would like to report the more-detailed data described above and to discuss about them.
This work was supported by a matching foundation between AIST and Tohoku Univ., by a research grant from the Japan Power Academy (Specially Promoted research), and by JSPS KAKENHI (18K13783 and 18H05248).
[1] T. Izumi $\it{et\ al}$., IEEE Trans. Appl. Supercond., $\bf{27}$ (2017) 6601604., K. Nakaoka $\it{et\ al}$., Supercond. Sci. Technol., $\bf{30}$ (2017) 055008., M. Miura $\it{et\ al}$., NPG Asia Materials, $\bf{9}$ (2017) e447.
[2] T. Okada $\it{et\ al}$., IEEE Trans. Appl. Supercond., $\it{in\ press}$.
Raising critical current density Jc in REBa2Cu3Oy (REBCO, RE: Y and rare earth) tapes is very important for applications such as rotation machineries and wind turbines. Many types of nano-sized precipitates and defects have been formed to enhance vortex pinning, resulting in an increase of Jc under magnetic fields. Ion irradiation is a well-established method for artificially introducing a variety of defects into superconductors in a fairly predictable and controllable manner by opting appropriate ion species and energy. Recently, a low-energy ion irradiation has been revisited as a practically feasible approach to enhance vortex pinning in REBCO tapes. Low-energy ion beam (< several MeV) can produce vacancy-interstitial type of defects, including Frenkel pairs and their clusters along cascades. We have demonstrated an enhancement of Jc by using low-energy ion irradiation, in which we created small cascade and cluster-like defects in iron-chalcogenide superconducting films.[1,2] In this talk, we present systematically the effect of low-energy ion irradiation on superconducting properties in REBCO films by means of both transport and magnetization measurements. We also discuss the relationship between the superconducting properties and the microstructures of REBCO films before and after several types of ion irradiations.
1) T. Ozaki et al., Nat. Commun. 7, 13036 (2016).
2) T. Ozaki et al., Supercond. Sci. Technol. 31, 024002 (2018).
Most applications for REBa2Cu3O7-δ-based (REBCO, RE = rare-earth) Coated Conductors (CC) require reliable, cost-effective growth processes, but also a high performance in magnetic fields. The latter is addressed by the creation of flux pinning centres, e.g. in form of non-superconducting secondary phases (nanocomposites) or elemental mixing on the RE position. Chemical solution deposition methods, such as the TFA-MOD process using metal-organic trifluoroacetates as precursors or related low-fluorine approaches, can meet those requirements: The simplicity of the process allows cheap and versatile production of long tapes, composition and stoichiometry of the precursor solutions can be readily modified, and artificial pinning centres are conveniently introduced via the solutions. This facilitates an easy adaption of the CC performance to the demands of the according applications.
So far, YBCO has been the most-investigated compound since it has been the first with Tc above 90 K. It is also the most stable REBCO phase, yttrium is well available and amongst the rare-earth elements the least expensive. However, other RE elements promise further performance enhancements in consequence of higher Tc, but also process simplification and a higher reproducibility due to broader processing windows.
Here, we present our research on eight different single-RE-Ba2Cu3O7-δ compounds on different substrates, to clarify their Tc values when grown by MOD and to develop a deeper understanding of their processing windows (Tgrowth, p(O2)). All systems have been thoroughly investigated as pristine phases but also as REBCO-BHO nanocomposites for further pinning enhancement. Those investigations have been extended to several mixed species RE1-xRE’xBa2Cu3O7-δ and their nanocomposites. Promising candidates are, e.g., Y1-xGdxBa2Cu3O7-δ+BHO with Jc,sf(30 K) > 40 MA/cm² and Fp(30 K) > 220 GN/m³ beyond 14 T. A comparison of the resulting physical (Tc, Jc(B)T, Jc(Θ)B,T) and a correlation to their structural properties (XRD, SEM) will be discussed with regard to the underlying pinning mechanisms.
Performance of superconducting radio-frequency (SRF) cavities is determined by the property of the material within the first hundred of micrometers from the surface. A general overview of the state-of-the-art surface treatments for SRF application will be presented, highlighting how each treatment change the surface properties, and how that affects the RF surface resistance. Recent R&D findings will be presented focusing on how the controlled introduction of just some ppm of nitrogen within the first 2-5 nano-meters below the surface can drastically change performance of SRF cavities, increasing the maximum reachable accelerating gradient.
Niobium used in Nb3Sn multifilamentary superconductor wire and superconducting radio frequency cavities is initially cast and then receives a series of deformation and annealing steps to bring it to final component dimensions. The intermediate and final annealing steps are applied in order to recrystallize and soften the microstructure for subsequent shaping or additional mechanical deformation. Multiple recrystallizations can give a more uniform finer-grained end point microstructure. Impurity type and content, and level of plastic strain influence the temperature required for recrystallization as well as subsequent grain growth behavior. Therefore, in order to control the final Nb grain size, it is important to know the recrystallization temperature and temperature dependence of grain growth for the Nb being used. The work reported presents recrystallization and grain growth behavior in heavily deformed reactor grade (Grade 1) and RRR grade Nb, and we discuss how this information can be used to optimize the heat treatment and processing of this material.
Niobium provides the basis for all superconducting radio frequency cavities in use. However, flux pinning at lattice imperfections significantly contributes to degradation in niobium performance at high radio frequency accelerating fields. Lattice defects, such as dislocations and grain boundaries, pin the field inside the material even after the external magnetic field is removed thereby increasing the cavity surface resistance and decreasing the cavity quality factor. Several theories had been proposed to explain the flux trapping at defects, but the mechanism(s) underlying the flux pinning has not been unequivocally established. Therefore, to understand the relationship between lattices defects and flux-trapping in niobium first-principles methods were employed. The all-electron full-potential linearized augmented plane wave (FP-LAPW) code was used to analyze magnetic flux trapping at niobium grain boundaries within the first-principles framework. The external magnetic field was applied along the lattice defects and reduced after each self-consistent loop such that the applied field is zero at the end of all loops. A significant amount of flux trapping was observed at dislocation core and different types of symmetric tilt grain boundaries in niobium. Furthermore, the electronic density of states calculations and Bader charge analysis illustrates that the flux trapping at defects in niobium can be attributed to charge redistribution and splitting of d states at the defects, which enhance niobium’s tendency towards magnetism.
High purity Niobium possesses superconducting properties that make it a particularly suitable material for superconducting radio frequency (SRF) cavities. Most SRF cavities are made from rolled Nb sheet material, by deep drawing dishes, cutting a central hole, and joining the dishes with seam welds. Fabrication of seamless Nb tubes by hydroforming could lead to improved economics for seamless Nb cavities. In addition, hydroforming would eliminate welding defects such as inhomogeneous microstructure and inclusions that degrade SRF cavity performance. In this study we compare the microstructure variations that can be obtained in Nb by a severe plastic deformation technique based on equal channel angular extrusion designed specifically for tubes (tECAE). One of the key features of this technique is that the total strain imparted to the Nb tube can be controlled without a significant change in tube dimensions. Multiple passes of tECAE were performed on RRR Nb to increase the total plastic strain. The aim of this processing is to achieve uniform through thickness strain. Indications are that recrystallization behavior is influenced by tECAE deformation history, and micro-texture. Mechanical properties of RRR Nb after tECAE processing are compared to those after annealing heat treatments. Results are discussed in terms of strength variations, and ductility which are both critical to SRF structures.
Nitrogen doping and heat treatment procedures have boosted the performance of SRF cavities by reaching higher quality factors (Q ~5E10) due to the lowering of BCS resistance (RBCS). Simultaneous to the decrease in RBCS, an unpredictable variability in cavity Q’s has been observed in both fine grain and large grain SRF Nb cavities that has been attributed to increases in residual resistance caused by bulk flux trapping during cool down through the superconducting transition. In nitrogen treated cavities with quality factors reduced by flux-trapping, it has been found the heat treating at a high temperature beyond the standard 800°C/3h can reduce flux trapping and return the cavities to the expected high-quality factor. An issue with high-temperature heat treatments is of additional cost and reduction in mechanical strength of Nb cavities. Correlations between microstructure and flux trapping in SRF Nb have generally been elusive, although there have been indications that microstructure plays a role. In this present study, we present direct evidence of the relationship between microstructure and flux trapping in a series of sequential remanent field images obtained by Magneto-Optical Imaging (MOI) of an RRR 160 Nb bicrystal that has given heat treatments from 600 °C to 1000 °C. We find strong correlations between the grain size distributions revealed by orientation imaging microscopy and the flux-trapping revealed by MOI. The result indicates a clear dependence of grain structure and grain size to flux trapping in Nb.
Glen McIntosh has attended every Cryogenic Engineering Conference and remained a steadfast contributor of columns to the Cryogenics Society of America throughout that time. In this special plenary session Glen will present his perspective with "The Evolution of Cryogenic Engineering." The session will include special commentary on Glen's commitment and contributions to the field of Cryogenics.
For those versed in superconductivity, flux pinning and critical current are the keys to improving performance in practical applications. When considering the practical deployment of bulk superconductors in rotating machines, however, the range of practical challenges to deployment is considerably enlarged. In this contribution we describe progress made in an ongoing collaboration between Siemens AG and the University of Cambridge targeted at addressing some of these challenges. We will discuss three key areas, practical approaches to magnetisation, quantification of losses due to the AC magnetic fields present in a real machine environment and mechanical strength characterisation and reinforcement. In each area I will set out the progress that has been made in Cambridge and elsewhere in addition setting out a roadmap for future advances.
There is worldwide interest for high-speed motors and generators with characteristics of compactness, lightweight and high efficiency for aerospace applications. Several options are under consideration. However, machines employing High Temperature Superconductor (HTS) look promising for enabling machines with the desired characteristics. The machines employing excitation field windings on the rotor are constrained by the stress limit of rotor teeth and mechanism for holding the winding at very high speed. Homopolar AC synchronous machines characteristically employ both DC field excitation winding and AC armature windings in the stator. The rotor is merely a magnetic iron forging with salient pole lumps. This rotor could be rotated at very high speed up to the stress limit of the rotor materials. Rotational speeds of 50,000 RPM and higher are achievable. The high rotational speed enables more compact lightweight machines.
This paper describes 2 MW, 25000 RPM concept designs for machines employing HTS field excitation windings. We examine the use of an HTS dynamo to supply current to the HTS field windings; this enables minimization of cryogenic heat-leak, the use of very high current coil design methodology and quasi-persistent operation. Analysis will be performed to determine impact of cryogenic and operational issues relating to the HTS dynamos in this application. The AC armature winding is made of actively cooled copper Litz conductor. The field winding consists of a small turn-count HTS coil that could be ramped up or down with a contactless HTS dynamo with no physical contact with the HTS coil. This eliminates current leads which are major source for thermal conduction into the cryogenic region and thereby increase thermal load to be removed with refrigerators. Estimates of size, weight and efficiency are provided for the machine.
Superconducting synchronous machines mostly employ HTS field excitation windings on the rotor operating at cryogenic temperature. These windings are usually cooled by coolant supplied from a stationary source to the rotor with rotary couplings. Closed loop gaseous helium couplings have been employed on mega-watt size machines operating at both low speed and high speed. However, these couplings were marred with leaking of cryogen out of the closed loop and needed periodic replenishment. This undesirable problem has been recognized long ago but no suitable solution has emerged in the open literature. Currently, the HTS machines are being considered for the aerospace applications, wherein leakage of cryogen from closed loop is highly undesirable. This paper presents a concept that prevents the cryogen leakage and/or collects it for returning to the closed cooling loop. We explore the option to include an HTS dynamo to provide the field excitation and examine the possibility of maintenance free option through removal of rotating couplings. This concept would need to be de-risked before using it in the motors and generators for the aerospace applications. Possible cryogens for cooling include gaseous helium, Neon, H2 and N2.
An Advanced Metal Organic Chemical Vapor Deposition (A-MOCVD) process has been developed to fabricate REBCO tapes with critical currents over 6200 A/12 mm (engineering current density (Je) = 5200 A/mm^2) at 4.2 K, 15 T which is 7X the Je of commercial REBCO tapes and 5.4X the Je of best Nb3Sn tapes. Such high performance is due to the excellent growth of 4 – 5 µm REBCO thick films and embedded nanoscale defects of density of about 10,000/µm^2. By modifying the defect density, a critical current of 1440 A/cm has been achieved at 65 K, 1.5 T (B perp. tape). Flux pinning characteristics in these thick films has been investigated over 65 – 4.2K and 0 – 14T and correlated to the film composition and microstructure. 2D-X-ray Diffraction (2D-XRD) is used as a valuable metrology tool to rapidly screen the thick REBCO films for size and alignment of nanocolumnar defects as well as an in-line quality control system in Advanced MOCVD to produce consistent high-performance REBCO tapes.
High magnetic field studies are essential to understand high temperature superconductors. Because of their immense characteristic fields (>100 T) that cannot be reached using conventional DC magnets, measurements in pulsed fields are essential. The advent of hydrogen-based superconductors with critical temperatures in excess of 260 K heightens the need created by Cu- and Fe-based superconductors. Depending on the superconductor properties and the type and density of material disorder, the vortex solid phase changes drastically from crystalline to diverse glass phases or emergent phases like Fulde–Ferrell–Larkin–Ovchinnikov. The study of vortex pinning in commercially relevant superconductors at high fields is also essential for developing magnets and power applications such as the recent 32T record in an all-superconducting magnet. However, pulsed magnetic fields reaching 100T in milliseconds impose technical and fundamental challenges that have prevented the realization of these studies.
Here, we present a sub-microsecond smart I-V technique that enables determining the superconducting critical current in pulsed magnetic fields, beyond the reach of DC magnets. We demonstrate the excellent agreement of this technique with low DC field measurements on YGdBa2Cu3O7-x coated conductors with and without BaHfO3 nanoparticles. The I-V characteristics change with the magnetic field rate dH/dt, exhibiting an initial Ohmic dependence followed be the expected power-law dependence in current. We fully capture this unexplored vortex physics regimes through a model based on the asymmetry of the vortex velocity profile produced by the applied current in the presence of a changing magnetic field.
Conductor manufacturers worldwide are now making ReBCO coated conductors with optimized $J_c$ performance for applications at low temperatures and at ultra-high fields > 25T. There are several approaches to improve the whole conductor $J_e$ of ReBCO conductors: artificial pinning centers (APC), increased ReBCO thickness, and thinner substrates are three such thrusts being actively studied. Recently NHMFL started a project to design and then construct a 40T superconducting magnet for which we have compared transport $I_c$ for 4mm wide short samples of commercially available conductors produced by SuperPower Inc., SuperOx, Samri, Shanghai, Fujikura, and Theva. Measurements were made in very high fields up to 31T at 4.2K and in fields up to 15T at various temperatures and compared with $I_c$(77K,SF). Conductors with a higher density of APC have a wider ab-peak in $I_c$($\theta$), which makes them useful in those parts of the coil with considerable radial field. Central regions of solenoid coils tend to have unnecessarily high $I_c$ due to the strong angular dependence $Ic$($\theta$), making problems for quench protection and encouraging conductor $I_c$ grading for bigger magnet systems. We observed that $I_c$(15T;4.2K) is proportional to ReBCO thickness and $I_c$(77K, SF) for SuperPower Inc. tapes with graded $I_c$. To study $J_c$ properties at the highest fields, ultra-narrow bridges were prepared from ReBCO tapes produced by SuperPower Inc. using photolithography, wet etching, and trimming by FIB. Transport $I_c$(B,T,$\theta$) dependencies were measured at temperature range 4.2K-30K in the NHMFL Hybrid DC magnet up to 45T. At 10K and 20K and fields above 20T in the BIItape orientation, we found that $J_c$ is field independent. In B⊥tape orientation the $J_c$(B,4.2K) dependencies follows the power function up to 45T. At 12K we observed that the $f_p$ maximum is at 25T for 7.5%Zr tapes.
The National High Magnetic Field Laboratory is supported by the National Science Foundation through NSF/DMR-1644779 and DMR-1839796, and the State of Florida.
Superconducting radiofrequency (SRF) technology is being used in discovery science programs and basic research and it holds the potential for several applications that have a direct impact on society. The advantage of superconducting cavities over those made of normal-conducting metal is their ability to store large amounts of energy with much lower dissipation. The direction of future SRF technology is the development of high-performance superconducting radio frequency particle accelerators that deliver consistent performance with economically sustainable operation. So far bulk niobium is the material of choice for the fabrication of SRF cavities and recent advances in processing techniques improved the performance of these structures, although the fundamental physics behind these processes hasn’t been fully understood yet. The performance of these cavities are linked to the metallurgical state of niobium during fabrication and processing steps that greatly affect the superconducting properties in the microwave frequency range. In this talk, I will present the current status of cavities processing techniques, Nb materials specification and future directions in order to develop high performance SRF cavities.
Particle accelerators rely on large values of the thermal conductivity of superconducting Nb for best operation. Manufacturing processes for accelerator cavities can alter the thermal conductivity of Nb by varying its purity, dislocation density, and other material parameters. Optimizing the material parameters for enhanced thermal conductivity may adversely affect other desirable properties, such as material strength. Having models to predict the thermal response of niobium based on values of the material parameters that may be changed during manufacturing can greatly enhance the design of the manufacturing process.
Here, three models of the thermal conductivity for superconducting Nb are compared. The first is a modification of an often used parameterization that is based on BCS theory. An additional term is added to account explicitly for the role of dislocation density on thermal conductivity, especially at temperatures colder than the phonon peak. This model typically relies on measurement of the thermal conductivity and is best suited for characterizing the influence of different scattering mechanisms on the thermal conductivity. The second model is the integrated closed form solution of the Boltzmann transport equation using the relaxation time approximation. The results here include the phonon dispersion relation for Nb, which is not included in the original relation. The third model is a Monte Carlo solution of the Boltzmann transport equation, also using the relaxation time approximation. Using Monte Carlo methods to solve the Boltzmann transport equation reduces the assumptions required, such as the material isotropy. It also allows separate treatment of each of the scattering mechanisms. Each of the model results agrees well with measurements of annealed and deformed Nb, albeit with different degrees of prior information.
Acknowledgement: This research is supported by the U.S. Department of Energy, Office of High Energy Physics, through Grant No. DE-FG02-13ER41974.
Multi-scale modelling was performed to account for the mechanical behavior of Niobium sheets. 3D representative volume elements (3D RVEs) were generated to properly account for the microstructure of the Niobium sheets. The effect of microstructure and constitutive model on the macroscopic behavior of single-crystal and polycrystal Niobium sheets was evaluated based on crystal plasticity finite element (CPFE) simulations. As for advanced phenomenological modeling in continuum scale, a two-yield surface plasticity based combined type isotropic-kinematic hardening law was utilized to account for the anisotropic evolution of yield surface and plastic potential in complex deformations. For demonstrations, numerical simulations of the stamping process for the Niobium sheets were performed by considering various constitutive laws.
Additive manufacturing is a promising technology for the fabrication of 3 D Nb cavities for quantum computing. We have used this method to generating 3D microwave resonators for QIS applications (resonators and memories). The need is for the highest possible Q-factor to improve the coherence time for cavity-qubit systems, to minimize de-coherence. Here we present our initial studies on developing the materials parameters and processes for optimal printing, including polishing and characterization of such 3 D cavities. We use a laser melting approach using high quality, spherical Nb powders. We have fabricated a number of 6 Gz (47.6 mm diameter) cavities based on designs from standard Nb forming processes. Processing parameters are discusses and the physical (material) aspects of the cavity are presented. Results from RRR and electron optics studies are shown, as well as surface roughness both before and after polishing. Plans for next steps are discussed, in particular the potential modifications possible by the additional freedom of the additive manufacturing approach.
There are considerable efforts world-wide to use Superconducting Radio Frequency (SRF) cavities to accelerate charged particles to high energies. These cavities are limited by surface defects which lead to cavity breakdown at high accelerating gradients. A novel near-field magnetic microwave microscope that can study these defects was successfully built using a magnetic writer from a conventional magnetic recording hard-disk drive. We study the 3rd harmonic response-V_{3f}(T, H_{rf}) because it is far more sensitive to rf field amplitude H_{rf} and temperature (T) than linear response measurements. In our experiments on Nb surfaces we observed 2 different classes of nonlinearity, which we call Low-field and Periodic. In the low-field case we observe that V_{3f} increases uniformly as a function of applied rf field amplitude, reaches a peak value and decreases to lower values. In the periodic case there exists a relatively strong onset nonlinear response signal with periodic dips at H_{rf} = H_1(T), H_2(T), H_3(T)… Both types of nonlinearity are observed in both bulk Nb and thin film Nb samples. The periodic case nonlinear response can be linked to the Josephson effect at or near the surface and is in good agreement with the nonlinear response expected from rf-current-biased Resistively and Capacitively Shunted Junction (RCSJ) model. Depending on the location of the probe on the surface of the material we can see response of either low-field or periodic character, or a combination of both. Efforts to image third harmonic response across Nb surfaces will be presented.
This work is funded by US Department of Energy through grant #DE-SC0017931 and CNAM.
Fabricating high purity components utilizing additive manufacturing can be difficult due to contamination (oxygen) of the powder feedstock during handling/screening before the process. Contamination could also occur during fabrication due to the processing environment. Special considerations have to be taken when dealing with high purity materials such as niobium or copper. Here we present work on producing high purity niobium and pure copper utilizing electron beam melting (EBM) for SRF and NCRF applications. Machine modifications to the EBM were made to ensure minimal contamination pickup during fabrication. Detailed analysis of the chemical changes of the powder feedstock through the entire additive process along with physical properties such as microstructure, RRR, and superconducting transition temperature will be discussed.
An out-and-back route covering a distance of 4.2 K travels through the Riverfront Park by the Connecticut Convention Center where the race will start at 6:30 a.m. sharp.
The Facility for Rare Isotope Beams* is being designed and established by Michigan State University as a DOE Office of Science Scientific User Facility supporting the mission of the Office of Nuclear Physics. More than 90% complete, FRIB will provide world-leading research opportunities with rare isotopes in nuclear physics, nuclear chemistry, and the application of rare isotopes for society. Centered around a superconducting radio-frequency linear accelerator, operating at 2 K and capable of delivering 400 kW of beam power, and a fragment separator consisting of superconducting magnets operating at 4 K, FRIB is enabled by a large helium liquefaction plant, which will be discussed elsewhere at this meeting. To develop a work force in cryogenic engineering, FRIB and the MSU College of Engineering and College of Natural Science have started the MSU Cryogenic Initiative (www.frib.msu.edu/science/ase/cryogenic/).
*The design and establishment of FRIB is supported by the U.S. Department of Energy Office of Science under cooperative agreement DE-SC0000661, the State of Michigan, and Michigan State University.
With the development of DC power supply systems, breaking capacity of circuit breakers has been increasingly unable to meet the growing requirements for DC system short-circuit current level. To ensure the safety of the systems, a fault current limiter must be used in series with circuit breakers. The properties of superconducting fault current limiters such as fast reaction rate, simple structure, small size have caused widespread concern, the research on superconducting fault current limiters is becoming a hotspot in the field of DC system protection.
In the paper, a transient FEM computational model of resistive superconducting fault current limiters is established. Using the model, the transient magnetic field distribution and the inductance of superconducting coils, and the electromagnetic force on the coils are calculated. Based on the transient FEM computational model of the electromagnetic field, the field-circuit combination method is used to calculate the current and voltage in the coil of the resistive superconducting fault current limiter, and the influence of temperature on them when a short circuit occurs in the power system. Using the results of theoretical calculation, the short-circuit characteristics of resistive superconducting fault current limiters with different structures and geometries are studied.
In addition, an experimental model of resistive superconducting current limiters, which is used to verify field calculation results, is developed, and the relevant data are measured.
The results of the paper can be used for performance analysis and optimization design of resistive superconducting current limiters.
This work is supported by National Key Basic Research Program of China (973 Program) (2015CB251005)
The 1.3GHz LCLS-II Cryomodule (CM) has 8 cavities and each cavity has 9 RF cells and a 50W heater. The1.3GHz LCLS-II CM is 12.2-meter-long and contains a total 241.3 liters (equivalent liquid) of liquid helium, which is filling up by the 4KW@2.0K cryogenic plant at the Fermilab Cryomodule Test Facility (CMTF). A new dynamic synthesis PID control of 2K cryogenic control system is built to control the large time-lagged unstable CM cryogenic system, under different modes operations. A report on the results obtained from the dynamic synthesis PID control algorithm in the CMTF 1.3GHz CM test will be presented.
Index: large time lagged, unstable cryogenic control system, new dynamic synthesis PID control algorithm
Helium widely used as cover gas and purge gas in reactor. During the nuclear fission reaction, a large amount of radioactive krypton and xenon will be produced and diffused to helium continuously, which are need to remove respectively. In this study we designed a cryogenic adsorption separation system based GM refrigerator. According to different requirements for adsorption separation, we designed different sample chambers. Firstly, we can adopt cryogenic activated carbon bed to separate krypton and xenon from helium. Further, krypton and xenon mixture gas can separate by cryogenic MOFs adsorbent bed. In addition, this system can also realize dynamic adsorption test and static adsorption test of different gases on adsorbent at very low temperature.
Pressure sensors and laser ranging are often used to test the dynamic characteristics of pistons. The test results obtained by them are usually intuitive and accurate, however, the debugging process is complex. In order to simplify the test process of displacer dynamics in cryogenic coolers, the vibration signal analysis method is used to test the dynamic characteristics of it, and the results obtained can meet the analysis requirements. The signal analysis method can provide a quantitative basis for the debugging and fault detection of cryogenic coolers.
The vacuum group of NSRRC developed a task-oriented chatbot application based on LINE message platform in 2018. LINE message is a cross-platform communication software that can be easily used on mobile phone, tablets, and PC. This interactive user interface can not only reply the real-time status of sub-systems when the user has a query but also proactively report alert. The TPS cryogenic system also introduces this application which like a virtual assistant to help cryogenic engineer management system more efficiency. In this paper we present the configuration and operation of this task-oriented chatbot application for cryogenic system.
Normally, in order to characterize multilayer insulation installed onto a test tank, the boil-off of the tank is measured and then heat loads from structural and fluid penetrations are calculated from temperature measurements throughout the system. For the Structural Heat Intercept, Insulation, and Vibration Evaluation Rig testing, it was determined that this approach would have significant uncertainties (over 50%) and that another method was needed to characterize the heat load through the blanket. Heat flux sensors are widely used to measure heat loads and characterize insulation systems at room temperature, however, the heat fluxes measured are usually two orders of magnitude higher than high performance MLI. Three different heat flux sensors were initially checked out on a liquid hydrogen calorimeter. One was chosen for actual implementation and 20 sensors were ordered. Of those sensors, calibration was attempted on 7 of the sensors. The results from testing and calibration are discussed.
Most of the mechanical property issues in coated conductors are still unknown. Some of the predictive models that’s has been currently developed have a difficulty in defining the parameters that critically influence stress states of the conductor layers. Also the material properties like young’s modulus; thermal expansion has been assumed in those models. As a result, these models can only give an idea of the stress states in different layers of the coated conductors but not the actual stress states. Measuring the actual stresses can reveal more basic science fact. This in turn can help the developers to solve the electro-mechanical design and engineering issues in the coated conductors. Hence, in order to get the actual stress states, it is essential to measure it experimentally. Unfortunately, the standard sensor like strain gauges cannot be placed inside the substrate/ layers of the coated conductor. So it is impossible to access local stress states in the layers of the conductor using present measurement systems. Bragg gratings fabricated at different location in a single fiber is better suited for this purpose. Gratings with different spatial period can be arranged at various positions along a single mode fiber on the substrate of the conductor. The sensor array could be embedded by recoating the conductor by sputtering technique. Conductor stress will vary the gratings periods, which can be read out with a tunable laser in a wavelength division-multiplexing (WDM) scheme. The spectral position of the reflections may be correlated with the spatial position of the gratings, and the shift of the gratings' maximum reflection indicates the change of the gratings' period, which in turn measures actual stress. In this paper, the design and technology requirements to adapt the WDM FBG sensor concept for coated conductors is presented. Initial experiments, which demonstrate the torsional stress distribution at room temperature and at 77 K is reported.
This paper deals with multivariable on-line model predictive control (MPC) for helium Warm Compression Stations (WCS). During WCS operation, control algorithms must ensure that the constraints are respected. These constraints can be imposed by the system itself (valves open from 0 to 100 %, compressor maximum current and pressure, …), or imposed by the users (valves which must remain closed or open to a minimum other than 0, pressures which should not be too low or too high). The MPC controller takes into account the constraints and set points into one optimization problem, which makes it the ideal candidate to control the WCS. The papers presents experimental results obtained on the SBT WCS, showing that the WCS is running safely while taking into account the constraints. The experimental tests shows that using MPC leads to high stability and fast disturbance rejection such as those induced by a turbine or a compressor stop, which is a key-aspect in the case of large-scale cryogenic refrigeration. The proposed control scheme can be used to achieve precise control of pressures in normal operation or to avoid reaching stopping criteria (such as excessive pressures) under high disturbances (such as the pulsed heat load expected to take place in future fusion reactors).
In many fields of engineering, conception and operation teams need to perform simulations in order to design systems fulfilling the user requirements and to operate the systems efficiently. To simulate a cryogenic plant and its distribution to the end-users, a large number of commercial or homemade tools are nowadays available. However, there is a lack of available solutions for quick dynamic simulations for both control with model-based design and design optimization through parametric studies. This article presents the Simcryogenics library that has been developed at the CEA Cryogenic Engineering Department for several years. This library aims at generating model-based control schemes for cryogenic plants that are subject to high disturbances (such as the pulsed heat loads in fusion reactors or particle accelerators). The library is based on Simscape, the modelling language extension of the Matlab/Simulink software suite, which is very flexible and well documented. This paper introduces how Simcryogenics works, how to use it, and it provides examples of applications such as the modelling of warm compression stations and cold boxes, the simulation of the cooling of superconducting magnets and RF cavities, the generation of control schemes , the debugging and validation of the process logic control.
The induction heater with DC high-temperature superconducting (HTS) magnetization coil is a promising device for aluminum, copper and brass extrusion billets. Compared with an energy efficiency of just some 50% for conventional technology and limitations in processing speed, the energy efficiency of the HTS DC induction heater increase to more than 80%. The HTS DC magnet with its refrigeration system is placed concentric with the middle iron-core limb. The magnet consists of three solenoid coils wound with YBCO produced by Shanghai Superconductor, and the critical current of the tape is 90A (77K, self-field). The inner and outer diameters of the YBCO magnet are Φ1960mm and Φ2009mm, respectively. The magnet is a cryogen free system cooled by two AL325 cryo-refrigerators, and the operating temperature is about 25K. The maximum operating current is 130A at 25K, and corresponding magnetic field in the middle of the billet is 0.5T.
In 2018 a new cryostat designed to support operation of a helically-wound-coil superconducting undulator (HSCU) was installed at Argonne National Laboratory’s Advanced Photon Source (APS) synchrotron. Magnet temperatures are maintained near 4.2K by natural circulation of liquid helium (LHe) through the magnet potting, and although the HSCU cryostat operates in “zero boil-off” mode by providing excess cooling power to the 4.2K cold-mass, the cooling margin does not meet expectations due to higher-than-anticipated thermal resistances between the 4.2K load and the cryocooler-based refrigeration system. The resulting loss in cooling power due to large temperature differentials between the cryocooler 2nd-stages and the load adversely affects quench response and tolerance to thermal transients. The current project seeks to characterize the thermal impedances in the 4.2K cold-mass cooling circuits through analysis and experiment, and propose mitigating measures to increase cooling capacity. Recent work has focused on measuring the 4K thermal conductances of the LHe reservoir wall and braided copper thermal links connecting the cryocooler 2nd stages to the 4.2K cold-mass, which together encompass the majority of the discrete thermal resistances in these cooling channels.
The international Facility for Antiproton and Ion Research FAIR is currently under construction at GSI, in Darmstadt, Germany. The core component of FAIR, the superconducting SIS100 synchrotron with a will operate with a high repetition rate of up to 1 Hz. The SIS100 ring with a circumference of 1083 m contains 108 main dipole magnets with a maximal field of 1.9 T. The ion-optical lattice of SIS100 contains also 166 main quadrupoles and 137 corrector magnets. The quadrupole and corrector magnets are assembled in the quadrupole units which are pair-wise integrated in the quadrupole doublet modules. All superconducting magnets will be tested at helium temperature to assure their compliancy with the specification. The main dipole modules are being tested at the magnet test facility at GSI. Cold testing of the quadrupole doublet modules is split in the testing of the quadrupole units at JINR, Russia and in testing of fully assembled quadrupole doublet modules at INFN, Italy. The cold testing program includes dynamic AC loss measurements and hydraulic adjustment of the parallel cooling channels of SIS100 next to the training, magnetic field measurements and other tests. We present the scope of cold testing of different types of magnet modules as well as the test results.
This paper presents results on a design, fabrication, and test of rotor cooling system for a 1-kW-class high-temperature superconducting generator (HTSG). This HTSG technically employs an HTS contactless power supply (CPS) to excite HTS field winding. The rotor of HTSG consists of HTS single pancake coils for field pole and HTS strands of CPS’ rotor. They are directly bathed and cooled together by liquid nitrogen which is supplied by open-loop two phase thermosiphon cooling method. The operation process of the cooling scheme is designed and then final assembly of the 1-kW-class HTSG and its liquid nitrogen feeding device are fabricated and together assembled. Finally, cooling performance and characteristics are experimentally tested in both non-loaded and loaded modes
Acknowledgement: This work was supported in part by the “Human Resources Program in Energy Technology” of the Korea Institute of Energy Technology Evaluation and Planning (KETEP), grant funded by the Ministry of Trade, Industry & Energy (MOTIE), and by Korea Electric Power Corporation. (Nos. 20184030202200 and R18XA03)
A new terrestrial gravitational wave detector, Superconducting Omni-directional Gravitational Radiation Observatory (SOGRO), has been proposed in 2016 and seen as a competitive candidate of middle-frequency gravitational wave detector. In this detector, there are three pairs of 5 ton low-temperature superconducting test masses, which are separated by 50 meters and magnetically levitated by superconducting coils carrying persistent currents, and of which the displacement are measured by superconducting inductance displacement sensors. To get a sensitivity of 10-20 Hz-1/2, the levitation frequency of the test masses need to be as low as 0.5 Hz, and to reduce the harmonics, the transfer function between test mass displacement and displacement sensor output needs to be as linear as possible. We numerically studied the levitation and displacement sensing of a system owning a similar structure with SOGRO, and found out a possible design of the superconducting levitation system which can reduce the levitation frequency to 0.1 Hz, and a design of the superconducting displacement sensor which can reduce the nonlinearity of the transfer function by 90%. This study will benefit the development of SOGRO.
Quench protection is a major issue for HTS magnets that operate at high current densities with high stored magnetic energy. Quenches do not propagate rapidly in HTS coils and these coils heat up quickly because there isn't enough copper in the conductor. In addition, the conductor critical current and the engineering critical temperature will vary depending on the field orientation within the conductor. This paper points out the difference between current re-distribution within a magnet to keep a magnet from quenching and true quench protection where a portion of a coil has turned normal and the magnet stored energy is being deposited into the growing coil normal region. This paper discusses a number of magnet quench protection methods for both LTS and HTS magnets that have been described in the literature. A number of quench methods that work very well for LTS magnets may not work at all for an HTS magnet. The anisotropy of HTS conductors can be a limiting factor on whether a quench protection method works.
Multilayer insulation is considered the most potential heat insulation material in cryogen storage. Various heat transfer analyses have been carried out and the results have been compared with the experiments. However, boundary temperatures of the experiments are certain values due to the limitation of the testing apparatus using cryogen. Therefore, for practical engineering design purpose, a new testing system based on a G-M cryocooler which can adjust the boundary temperatures has been developed. In this paper, heat flux through the tested MLI is obtained by the system and then the experimental data are fitted against the values calculated from the selected empirical model, and the results are discussed.
Thermal radiation properties of materials are essential for the design of cryogenic apparatus. While the experimental data of the emissivity of materials are not sufficient, especially at cryogenic temperature. In this paper, a home built apparatus based on a two-stage Gifford McMahon crycooler for rapid emissivity measurement was present. Emissivity of materials can be measured rapidly from 20K to room temperature with a dismountable sample test bar. The calibration process of thermal resistor bar and system error have been analysed. Emissivity measurements were performed in aluminium foils in the described apparatus.
Future accelerators like the Future Circular Collider (FCC) under study at CERN, will be considerably larger than the Large Hadron Collider (LHC) presently in operation, with consequent increasing demands for cryogenically efficient cryostat solutions. MLI insulating systems remain the technology of choice for large accelerators due to the compromise they offer between thermal performance and cost-effectiveness. Thermal design solutions for cryostats can employ different combinations of thermal shields operating at intermediate temperatures, with optimally chosen MLI solutions. Data in literature is scarce for MLI performance at 4.2 K when operating with a thermal shield at a temperature between 60 K and 20 K. Therefore, a dedicated test program for the qualification of MLI samples is underway at CERN, exploring different MLI configurations, shielding radiative heat from 20-60 K to 4.2 K and with residual gas pressures between 10-6 and 10-4 mbar. This paper presents results from the test campaign.
Several astrophysics missions are currently planned, with significant European participations. To reach their targeted performances, cooling down to temperature of 50 or 100 mK, depending on the instrument design is required. Multi stage ADR cooling can provide such performances and is well adapted for space. At the early stage of the mission definition various cryogenics design are considered implying different cooling requirements.
A 3-stage ADR cooler demonstration model for space has been used to demonstrate and validate several operation modes. Results will be presented for a 100 mK cooling including a continuous 400 mK stage as well as for 300 mK continuous cooler.
A specific focus has also been put on 50 mK temperature measurements demonstrating the tight thermal stability, well below 1 µK that can be reached with this technology.
Sorption compressors do not have moving parts and are suitable for driving Joule-Thomson cryocoolers. This allows a complete cryogenic cooling system with the absence of moving parts, which is attractive especially for space applications, as well as for other applications. Sorption compressors are thermally driven, meaning, they operate in heating and cooling cycles. The main drawback of sorption compressors is their low efficiency, relative to mechanical compressors. The compressor efficiency is defined as the PV power divided by the heat which is supplied to the compressor, it is limited by the Carnot efficiency, and practically it is significantly lower. In addition, we define a thermal efficiency of a compressor, by the heat which is transferred to the adsorbent divided by the total heat which is supplied to the compressor.
In the frame of our ongoing research on sorption applications we develop a numerical model for the heat and mass transfer in a sorption cell. The model allows investigating the performance of a variety of sorption cell configurations, including different geometries, dimensions, and materials. In the current paper we show preliminary results of sorption compressor efficiencies for different sorption cell designs. An investigation on the heater configuration, general dimensions, and different adsorbents is presented. The results show that a sorption cell configuration, which provides a maximum efficiency, is not necessarily the cell configuration which provides the maximum thermal efficiency.
Sorption pumped 3He refrigerator systems are a well described method of accessing the ~ 300mK temperature range. However, pulse-tube pre-cooled 3He systems typically also include a pumped 4He refrigerator stage to ensure the efficient condensation of the 3He charge, and a set of heat switches to isolate the sorption pumps during regeneration. Here we show that excellent cryogenic performance of a 3He refrigerator (base temperature below 250mK and 100µW cooling capacity below 330mK) can be achieved without the added complication of these heat switches.
Operating 6,800 feet underground at the SNOLAB facility in Sudbury, Ontario, Canada, the dilution refrigerator-cooled SuperCDMS experiment has been designed for maximum cryogenic up-time and remote operations. A key element in achieving these goals is a pair cold traps in the helium circulation stream of the dilution refrigerator; the first operating near liquid nitrogen temperatures and the second operating near liquid helium temperatures. Previous experience with the CDMS experiment, located underground at the Soudan Underground Laboratory, has given significant operational experience with dilution refrigerator cold traps and has solidified the demand of a system of dual cold traps. Unlike the CDMS-era system, the new SuperCDMS system will feature a cryocooler powered liquid nitrogen re-liquefying system (as opposed to regular underground re-filling of cold trap Dewars using portable nitrogen Dewars) and a cryogen-free 4 K cold trap, which eliminates the need for a bath of liquid helium.
Pre-cooling of helium with liquid nitrogen is a good alternative for large scale helium refrigerators for initial cool-down from room temperature to about 80 K due to higher exergy efficiency, higher cooling capacity, and lower demand of heat exchanger area. However, during the initial coo-down, two problems have to be faced for improper liquid nitrogen pre-cooling stage arrangement. Temperature difference between helium and nitrogen at the cold end in the first heat exchanger became very large, which leads to high thermal stress. The outlet temperature of nitrogen steam of the heat exchanger is lower than room temperature, thus the efficiency will decrease and more liquid nitrogen will be consumed. In this paper, performance of liquid nitrogen pre-cooling stage of EAST 2kW/4.5K helium refrigerator during cool-down phase will be analysis. Then a new arrangement will be proposed to avoid larger temperature difference and underutilization of nitrogen cold energy. Thermodynamic parameters of this new pre-cooling stage will be analysed and optimized. The current work may help to design, optimize and operate the liquid nitrogen pre-cooling stage for large scale helium refrigerators.
Thermodynamic performance analysis and comparison of two types of miniature liquid nitrogen generators are conducted in this paper. Feed nitrogen (or air) is cooled and liquefied by a propane precooled mixed-refrigerant Joule–Thomson (MRJT) refrigeration cycle, or a feed gas expansion process (precooled Kapitza cycle), respectively. Pure nitrogen supplement and mini air separation columns are combined with these two refrigeration cycles respectively. Feed nitrogen (or air) is charged by normal air compressors with discharge pressures no more than 9.0 bar (a). Both of these two types of processes are designed only for liquid nitrogen production. No gaseous product is accounted in the performance evaluation, which is relatively different from normal air separation plants.
It is indicated that the overall performance of MRJT type is obviously superior to Kapitza type only for liquid nitrogen production with low pressure feed gas. Firstly, the efficiency of MRJT type is higher than Kapitza type. With pure nitrogen supplement, the specific power consumption (SPC) and figure of merit (FOM, exergy efficiency) of MRJT type are 0.52 kWh L-1 and 26.86% respectively, with a contrast of 1.06 kWh L-1 and 16.04% in Kapitza type. With mini air separation column, the SPC and FOM of MRJT type are 0.78 kWh L-1 and 21.42% respectively, better than those of 1.56 kWh L-1 and 10.75% in Kapitza type. Exergy loss distribution analysis showed that the large losses in non-isentropic expansion process and after cooler are the main reasons of the inferior efficiency of Kapitza type. Secondly, for hardware, the total compressor displacement per liquid LN2 production capacity of MRJT type is 28.53% and 30.65% of that in Kapitza type, with pure N2 and column respectively. However, the total heat exchanger UA value of MRJT type is larger than Kapitza type.
Due to the nature of fluctuation and intermittency, the increasing penetration of wind and solar power will bring a huge impact to the power grid management. Therefore the concept of liquid air energy storage system was proposed. Compared to compressed air energy storage, liquid air energy storage has a larger storage capacity and no geographic constraints owing to the high density of liquid air. In order to obtain the optimum system design, two different liquid air energy storage systems with LNG cold energy recovery were studied. For one system, the LNG cold energy was used to precool the compressor inlet air temperature to decrease the compression work. For another one, the LNG cold energy was applied to supplement the cold energy needed to liquefy the air and realize a higher liquefaction ratio. Thermodynamic analysis based on steady-state mathematical model was employed to evaluate the system performance difference. The result shows that the former system has a higher thermal and exergy efficiency while the latter system has a larger energy storage density.
In order to overcome the disadvantages of uncertainty, randomness and intermittency brought by wind and solar energy, different energy storage systems were put forwarded. Liquid air energy storage is an important technology in solving the grid connection problem of large-scale renewable energy. However, the production of liquid air needs a cryogenic liquefaction technology below a temperature of -150℃, which has a high facility cost and cold loss. Therefore a closed hybrid wind-solar-liquid CO2 energy storage (WS-LCES) system was proposed. In the WS-LCES system, wind power was used to liquefy CO2 and the CO2 was stored in liquid phase with different pressures (8-80 bar) and temperatures (-50-20℃) at both energy storage and release stages. Also, the solar power was stored to increase the round trip efficiency. For the high density of liquid CO2, the system has a large storage capacity and no geographic constraints. A thermodynamic and parametric analysis was conducted to investigate the optimum system performance.
Liquid air energy storage (LAES) represents a promising solution due to its relatively large volumetric energy density and ease of grid load shifting. In the LAES system, efficiency of heat exchange in each subsystem has an intensely crucial impact on overall system performance, including the selection of heat exchange mode and medium, the setting of minimum heat transfer temperature difference, and so on. In this paper, a comparative study is made on different minimum heat transfer temperature difference for various parts of multistage liquid phase cold storage LAES system, which includes the compression, the liquefaction and the expansion part. Furthermore, the effects of various heat transfer temperature difference settings on the liquefaction rate and efficiency of the system are analyzed. Variation curves of total energy efficiency and the exergy efficiency of LAES system under different working conditions are obtained.
Cryogenic air separation is by present the most economical approach to gain high-purity products in a large scale. Structured packing columns (SPC) are widely focused and applied due to their characteristics of high efficiency and energy saving in the cryogenic distillation process. The main aims of the design of SPC are to reduce energy consumption and initial investment, while its optimal design is a highly nonlinear and multivariable problem. The coexistence of real variables and integer variables, such as the flow rates and the positions of materials at the inlets/outlets, makes the optimization become a typical mixed integer nonlinear programming (MINLP) problem. The purpose of this paper is to study the optimal design for the cryogenic SPC using the particle swarm optimization (PSO) algorithm. With the basis of original research, a modified PSO for handling the MINLP problem (MI-PSO) is proposed. A multi-objective optimal design for the SPC in cryogenic air separation unit (ASU) with the capacity of 17000 Nm3/h is investigated. By MI-PSO algorithm, the total exergy loss reduces 36.3% and the main condenser heat load decreases 5.4% after optimization.
The JT-60SA cryogenic system will be operated at cryogenic temperature in 2019 in closed loop, without the cryogenic users (superconducting magnets, current leads, thermal shields). It will be another opportunity to verify the efficiency of the control strategies in order to handle plasma operation planned in 2020. This paper updates the heat load profiles to be extracted by the refrigerator and its thermal buffer. The heat load profiles are calculated through thermal-hydraulic simulations of the magnets and the associated cryo-distribution, also named as supercritical helium loops. This update was performed by taking into account new data from the magnets (measured pressure drops, updated heat loads coming from the plasma), as well as a more accurate thermal model of the magnet. This paper compares the simulation results with those previously obtained with the Vincenta code in 2012. The latter were obtained for the specification of the cryogenic system acceptance tests. The new thermal-hydraulic model is performed by using Simcryogenics, the modeling tool dedicated to refrigeration and cryo-distribution developed by CEA1. The differences between the two simulation results are highlighted and analyzed. These simulations also provide the transient heat load profiles of the magnet cooling loops, highlighting a first smoothing of the thermal loads at the interface with the cryogenic system.
1 : Commissariat à l’énergie atomique et aux énergies alternatives.
Large scale helium liquefaction/refrigeration plant plays a vital role in the advanced large equipment such as fusion reactors and accelerators. A new helium liquefaction cycle with double stage compressor is proposed in this paper, which is different from the Collins cycle. The helium gas from the compressor is divided into two parts. The medium-pressure helium gas as one part flows through the heat exchangers and is liquefied by throtting in the value. The other part, high-pressure helium gas flows into the turbine for adiabatic expansion with decrease of its temperature and pressure. Both high-temperature helium gas streams become low-temperature and low-pressure. In this paper, the new cycle is parametrically analyzed to demonstrate the effect of each parameter on the performance of the cycle. The results of the refrigerating capacity and liquefaction capacity are obtained in different working conditions. Energy analysis, which is an effective way to analyze thermodynamic cycles, is performed on the liquefaction process and the result is significant for the appropriate design of helium liquefaction system.
Co-simulation of Cryoplant and Tokamak superconducting magnet system has been performed to investigate operation performance. Cryoplant model, developed by EcosimPro®, consists of three identical refrigerators connected with integrated distribution box, called CTCB, and distribute the cooling to five Auxiliary Cold Boxes (ACB) for magnets and cryopump cooling. Meanwhile, superconducting magnet model, developed by Visual Modeler®, consists of Toroidal Field (TF) coil, Central Solenoid (CS), TF structure and Poloidal Field (PF)/Correction Coil (CC) systems. The models compute thermo-hydraulic behavior of a coolant, forced-flow supercritical helium, for the magnet with specified thermal energy deposition during Deuterium-Tritium operation as well as plasma disruption followed by the fast energy discharge of CS and PF. Global simulation of ITER cryogenic system provides the operation characteristic and stability of Cryoplant as well as magnet cooling. The paper discusses the control strategy for Cryoplant to manage substantial dynamic heat loads as well as the synchronization of two independent models
A refrigerator with 250W cooling power at 4.5K is developed in the Technical Institute of Physics and Chemistry, Chinese Academy of Sciences. This refrigerator operates stably and meets the design target after the test and commission. A dewar is uesed to store the liquid helium produced by the refrigerator. A electronic heater and a thermometer are placed in the bottom of the dewar to test the cooling power and the refrigerating temperature. This paper describes the investigation on the factors on the measuring stability of the refrigerating temperature.This work may contribute to developing the next refrigerator.
The Shanghai Synchrotron Radiation Facility (SSRF) is an intermediate energy light source built at Zhang-Jiang Hi-Tech Park in Shanghai, China. The RF power and voltage required for storing the electron beam are provided by means of three SC cryomodules, each containing one 500 MHz superconducting cavity. A cryogenic plant with cooling capacity of 650 W at 4.5 K (herein called SSRF-I cryoplant) supplied by Air Liquide advanced Technologies has been in operation since August of 2008 to provide cooling for the three superconducting cavities.
In order to further improve the performance of Shanghai Synchrotron Radiation Facility (SSRF), the following SC devices are to be applied for the SSRF upgrade (SSRF-II):
1) 2 harmonic SRF cavities with 1.5 GHz will run alternatively at 2 K (31 mbar).
2) One superconducting wiggler is to be used for one of the new-built beam lines, ultra-hard multi-functional beam line. The SC wiggler will be cooled by cryocoolers at 4.2 K region.
To support the operation of the new cavities, AL-aT (Air Liquide advanced Technologies) has designed, manufactured and started a new cryogenic system including a 2K system with equivalent cooling capacity of at least 650 W at 4.5 K and 60 W at 2K. The system is mainly constituted of a refrigerator HELIAL MF, an auxiliary 2K cold box and of a 2 K warm pumping station.
This cryogenic unit has been started successfully at the end of 2018 and has proven performances both at 4.5K and at 2K.
Main technical limitations associated with the traditional industrial fluid systems are the following:
The paper discusses improvements in the cryogenic fluid systems using as examples high pressure cryogenic pump and system for loading of cryogenic fuels.
In the paper, functionality and interactions of components within Zero Boil-Off cryogenic system will be evaluated, for example:
- Storage tanks and liquid pipelines,
- Equipment associated with heat transfer processes (heat exchangers, heat insulation), and
- Novel sensors as well as subsystem for monitoring and control.
A novel technology proposed by the authors leads to suppression or substantial reduction of the harmful processes:
- Cavitation in all types cryogenic systems (liquid pumps, cryogenic piping);
- Other thermo-hydraulic abnormalities (for example, fluid-hammer effect); and
- Novel approach to prevent boiling in pipelines.
The analytical and experimental research show that the cryogenic liquid-loading system supports non-interruptive supply of near-isothermal fluid flow with the historically highest density.
The unique cryogenic instrumentation (proposed by authors) for direct measurement of subcooling, density, and other process parameters creates metrological basis for stability and efficiency of novel technical solutions.
Thermodynamic analysis and experimental testing confirm achievement of minimum temperature and maximum density as well as reduction of the service operations, including initial chill-down and snap-start of the system.
This paper describes the design and initial operational experience from PIP-II Injector Test cryogenic transfer line. Proton Improvement Plan-II (PIP-II) is Fermilab’s plan for providing powerful, high-intensity proton beams to the laboratory’s experiments. The increased beam power will position Fermilab as the leading laboratory in the world for accelerator-based neutrino experiments. The PIP-II superconducting linac will provide the megawatt proton beam that is needed for the LBNF/DUNE. PIP-II Injector Test will validate critical components comprising the front end of PIP-II, thereby minimizing the primary technical risk element within the project.
The cryogenic transfer line will provide refrigeration at 2 K, 5 K and 40 K to a Half Wave Resonator (HWR) cryomodule and a Single Spoke Cavity (SSR1) cryomodule. Approximately half of the design and fabrication were done in-house at Fermilab, while the half in the cave was built by Demaco Holland P.V. per Fermilab specification. The transfer line installation in Fermilab Cryomodule Test Facility is near completion and will be commissioned before integrating with system.
Cryogenic system of the superconducting magnet for COMET experiments has been constructed in the J-PARC. There are three kinds of superconducting magnets such as capture solenoid, transport solenoid and detector solenoid. Former two superconducting magnets are cooled down by two phase flow helium which is supplied from helium refrigerator manufactured by Linde (Sulzer) to overcome required heat load. Cooling capacity of the helium refrigerator is 140 W at 4.5 K in case of 500 W shield heat load. On the contrary, the detector solenoid will be cooled down by GM refrigerator. It is necessary to prepare two transfer lines to cool down capture solenoid and transport solenoid at 4.5 K. Both transfer lines have adiabatic vacuum layer with four inner pipes for the shield gas and two phase flow of helium. In addition, superconducting cables are also laid through the two phase flow lines. These superconducting wires were mainly cooled down by thermal conduction from the two phase flow helium line. The transfer line of the transport solenoid was fabricated in the FY2018. Before fabrication process, we studied the cooling structure for cooling down the superconducting cable. In this paper, cool down test results of the superconducting cable and the detail structure of the transfer line will be discussed.
The LINAC Coherent Light Source II (LCLS-II) located at SLAC National Accelerator Laboratory (SLAC) in Menlo Park, CA, is a U.S. Department of Energy project tasked to design and build a world-class x-ray free-electron laser facility for scientific research. The Linac has superconducting radio frequency cryomodules that are connected to the cryogenic plant by the Cryogenic Distribution System (CDS), which consists of distribution boxes with heat exchangers and reliefs, feed caps, end caps, and surface, vertical, and bypass transfer lines. The CDS components were designed and built to specification by industry. The components have been delivered and their installation at SLAC will be discussed. The as-built relief system design will be presented, showing minimization of relief inlet pressure drops while meeting capacity requirements. The relieving flow pressure drops along the lengths of the CDS to centrally located reliefs at the distribution box were analyzed to satisfy Pressure Vessel and Process Piping Code criteria to ensure relief performance. The sub-atmospheric 2 K circuit relieving approach will be discussed, which includes a three-way diverter isolation valve suitable for sub-atmospheric service. The component anchoring load design approach and installation into concrete floor will be discussed. This addresses loading, including seismic loading, along the component’s load path to floor anchoring system.
Fermi National Accelerator Laboratory is operated by Fermi Research Alliance, LLC, under Contract no. DE-AC02-07CH11359 with the U.S. Department of Energy.
The muon-to-electron conversion (Mu2e) experiment at Fermilab will be used to search for the charged lepton flavor-violating conversion of muons to electrons in the field of an atomic nucleus. The Mu2e experiment is currently in the design and construction stage and is expected to begin operations in 2022. The Mu2e experiment uses 4 large superconducting solenoid magnets including a Production Solenoid (PS), an Upstream and Downstream Transport Solenoid (TSu and TSd) and a Detector Solenoid (DS).
This paper will focus on the cryogenic distribution system for these 4 solenoid magnets. Liquid helium will be supplied from two re-purposed Tevatron satellite refrigerators. A large cryogenic distribution box will be located in the Mu2e building to distribute the required cryogens to each of the four solenoid magnets. Each solenoid magnet will have a dedicated transfer line and cryogenic feedbox. The solenoid magnets each require two liquid helium circuits and two liquid nitrogen circuits.
The most unique feature about this cryogenic system is that the assemblies for the start of the superconducting portion of the power leads are mounted in feedboxes that are in the range of 23 m to 31 m away from the solenoid magnets. The cryogenic feedboxes are located remotely to provide protection from radiation damage and high magnetic fields. The power leads are NbTi superconducting cable stabilized with high conductivity aluminum. The 6061-T6 aluminum grade was selected for the transfer line piping so that the piping would thermally contract at the same rate as the power lead. A major concern for this transfer line is that a small helium leak could create an electric discharge arc due to the Paschen effect. This paper includes a description of the design features and testing done to ensure that the power leads are protected from the Paschen effect while still being adequately cooled to liquid helium temperatures.
The Shanghai high repetition rate XFEL and Extreme light facility (SHINE) cryogenic test facility main consists of 11 test cryostats, a 1 kW@2K cold box, and the distribution system. This paper provides an overview of the distribution system which includes 11 distribution valve boxes, 2 end valve boxes, and several hundred meters cryogenic transfer line. According to requirements of the 11 end users, the 11 distribution valves boxes are divided into 5 types. The major transfer lines are 5-channel cryogenic pipe lines, based on the design of cold boxes. The operating model of the distribution system is also introduced.
The new cryogenic system II project is a part of the upgrade of Shanghai Synchrotron Radiation Facility (SSRF), and will construct one 650W/4.2K helium refrigerator including one 60W/2K refrigerator. The new cryogenic system II will provide 2K/4K liquid helium for one 1.5GHz superconducting cavity, also as the backup of the old 650W/4.2K helium cryogenic system I.
This paper focuses on helium transfer and distribution system. This helium transfer and distribution system will transfer liquid helium, gas helium, and liquid nitrogen between 4K refrigerator/2K refrigerator and test facilities/superconducting cavities. The design including flow chart, mechanical design, and layout will be emphatically introduced. Also, major construction progress will be shown.
Advanced Conductor Technologies is developing high-temperature superconducting Conductor on Round Core (CORC®) cables and wires wound from REBCO coated conductors for use in high-field magnets. Magnet applications on which the conductor development is focused on include compact fusion magnets that operate at currents between 50 and 100 kA at fields of 12 – 20 T and accelerator magnets that operate at currents exceeding 10 kA and engineering current densities (Je) of over 600 A/mm2 at 4.2 K in a background field of 20 T. Here, we outline the latest results of CORC® cable and wire development tailored for each magnet application. We’ll discuss the improvements of CORC® wires with respect to in-field performance and flexibility required for high-field accelerator magnets through improved pinning performance and reduction of the substrate thickness from 30 down to 25 μm in tapes from SuperPower. We will discuss the design of several CORC® Cable-in-Conduit-Conductors (CICC) for fusion magnets that will be tested at 80 kA current in the 10.8 T background field of the SULTAN test facility at the Paul Scherrer Institute in Switzerland later this year.
CORC® cables and wires are becoming mature magnet conductors and several magnet programs that incorporate CORC® conductors will be discussed. These include the canted cosine-theta accelerator magnets developed at Lawrence Berkeley National Laboratory, the Common Coil insert coil at Brookhaven National Laboratory, and several CORC® insert solenoids at CERN and the Applied Superconductivity Center at the NHMFL.
ReBCO-CORC is a versatile and unique multi-tape round conductor, developed for application in magnets, bus-bars and links to operate at elevated temperatures like 30 to 50 K, as well as for application in high-field magnets operating at 4.5 K. Experiments on CORC conductors and their application have been performed by many institutes from all around the globe. In combination with technological advancements in the ReBCO tape itself, it has led to a significant improvement in the conductor’s current density and its bending and handling performance. The development of CORC conductors at CERN is now pushed further towards their application in high-field magnets and their bus-bars.
A two-layer CORC demonstrator solenoid is in development at CERN to exercise and mature the coil technology. A first solenoid uses a 3.3 mm diameter CORC wire and can be used either as standalone magnet or as high-field insert. It aims to demonstrate the high performance of CORC wires for magnets, as well as to find critical parameters in the design and handling of both wire and magnet for further advancing CORC technology. The coil design shows an inductance of 53 µH, a critical current of 9.7 kA in self-field and 4.2 K, able to generate a 4.5 T central magnetic field.
In parallel, a new version (of a series) of a CORC Cable-In-Conduit Conductor is developed at CERN. This CICC, aimed for application in high-current bus-bars and detector-type magnets, features a copper jacket for high thermal and electrical stability and embeds practical conduction cooling. A 2.8 m long conductor sample rated 100 kA at 5 K and 10 T is currently being prepared for test in the Sultan conductor test facility.
Research on CORC wires and demonstration coils at CERN is in full swing and exciting new developments are expected in the near future.
Roebel cables from coated conductors were already tested in first real applications, recently in first sub-size demonstrator dipole insert magnets for particle accelerators, an activity from the EU-project EUcard2 coordinated by CERN. The Roebel HTS approach offers unique properties for magnet applications, such as low AC losses from transposed strands, excellent off-plane bending ability and preserved in-field anisotropy of the critical currents,being an advantage for winding geometries. Ways to enhance the transport currents by increasing the numbers of strands can be done by extending the transposition length or/and applying stacked tapes in the strands, with some limitation. A new concept can extend the existing RACC cable design to much higher transport currents by adding an additional layer around, the so-called DOCO-cable. Roebel cables however are produced by means of a sophisticated method and require a distinct HTS tape performance and conditioning to insure save and reliable operation. We summarize in this contribution the state-of-the-art preparation methods of HTS Roebel cables, the role of the HTS Performance and properties and the achievable Performance of the Roebel cable. We also address the limitations coming from different factors and outline the necessary steps for further optimization and large scale industrial production with improved economy.
YBCO coated conductors are being considered for use in high-field magnets for future particle accelerators, as they allow the development of very high field dipoles and quadrupoles. However, the field quality of these magnets, critical for beam steering and control, is well known to be influenced by conductor persistent currents, or magnetization. Some estimates of how coated conductors might influence field error have been made, but much work remains. In particular, there is a need to model the magnetization of HTS cables in accelerator magnets and the resulting field error. Here we focus on conductor on round core (CORC®) cable and make field error estimates based on both direct measurements as well as models based on direct data. This data was then input into finite-element analysis software in order to calculate errors for a block design dipole magnet using CORC® cable as a drop-in replacement. Specifically, the magnetic field quality of a prototype accelerator magnet built from CORC® cable is predicted using the results of magnetization hysteresis measurements, performed on ~3 cm long samples of the cable, as inputs. The magnet was of block design and consisted of 2 layers with 84 turns in layer 1 and 105 turns in layer 2. Additionally, flux creep in HTS-based composites, which is significant even at low temperature, was shown to contribute to a notable temporal drift in the magnet field quality. The drift in the field error is predicted from magnetic decay measurements performed on the same sample. The reported work is expected to provide a useful tool for the design of accelerator magnets using HTS conductors.
Superconducting electronics (SCE) has experienced a recent surge in popularity due to a growing expectation of their use in future high-performance computing systems. This talk will cover two main topics that are important for integration of SCE systems: (1) superconducting flexible cables and (2) cable-to-cable connectors for superconducting flexible cables. Over the past several years, we have been developing thin-film, flexible superconducting microwave transmission line cables that enable high-performance interconnections within densely-integrated cryogenic electronics systems. Rigid or hand-formable co-axial cables, which are used in present systems, are expensive, bulky and often limit the integration of a large density of input/output signals into cryogenic environments due to system constraints including volume and thermal load. I will discuss the status of our research and development efforts to construct multi-conductor superconducting flexible cables, in microstrip and stripline configurations, along with superconducting cable-to-cable connectors. These structures are fabricated using thin-film, wafer-level processing techniques and typically use Nb (or stacks of Nb with other conductors) as the superconductor and various polyimide materials as the flexible cable substrate and interlayer dielectrics. I will also discuss efforts directed at materials (superconductor and dielectric) characterization using superconducting flexible resonators in microstrip and stripline configurations, as well as challenges we have faced with characterizing superconducting transmission lines with extremely low insertion loss at multiple GHz.
Planar MgB2 Josephson junctions and series arrays were fabricated by focused helium ion beam irradiation. This technique forms a junction barrier with the use of a 30 keV focused helium ion beam, nominal beam diameter of less than 0.5 nm and dose of 0.9 ~ 3 × 10^16 ions/cm^2, to locally damage a 25 nm-thick MgB2 thin film grown by hybrid physical-chemical deposition on SiC (0001). The Josephson junctions exhibit RSJ-like I–V characteristics at 12~27 K with a typical IcRn of 70 μV at 20 K that can be described by the superconductor-normal metal-superconductor Josephson junction model at the dirty limit. The Josephson effects of the junctions were verified by observing the Fraunhofer pattern of the critical current under applied magnetic field and the Shapiro steps on the I–V characteristics under microwave radiation. Junction arrays consisting of up to 70 junctions in series, with junction space period of 100 nm, show less than 4% spread in critical current at 12 K. Under microwave radiation, flat Shapiro steps up to 150 μA appear at voltages Vn = Nnf/Φ0, where N is the number of junctions in the array, n is an integer index of the Shapiro step, Φ0 is the magnetic flux quantum, and f is the applied microwave frequency. The greatly reduced spread in critical current is a significant improvement over junctions made by any other techniques. This breakthrough may lead to applications including Josephson voltage standards and arbitrary function generators that can work at around 20 K.
[1] L. Kasaei et al. AIP Advances 8, 075020 (2018); https://doi.org/10.1063/1.5030751
[2] L. Kasaei et al. IEEE Transactions on Applied Superconductivity, 29 (2019); https://doi.org/10.1109/TASC.2019.2903418
There is a strong interest in superconducting transmission lines that operate at microwave frequencies between milli-Kelvin and temperatures near 100 K. We are developing high-quality thin film REBCO superconductor microwave transmission lines on flexible dielectric substrates with thermal conductivity, microwave loss factor and surface resistance that meet application requirements. The high quality REBCO films are grown by an advanced metal organic chemical vapor deposition (A-MOCVD) process on flexible yttria-stabilized zirconia (YSZ) substrates. Intermediate buffer layers based on ion beam assisted deposition (IBAD) MgO are used for a high crystalline quality. The Q-Factor of the REBCO tapes at 77 K is found to be comparable with that of films grown on expensive single crystal wafer substrates. The critical current, microwave properties, surface resistance and bend characteristics of the REBCO tapes on flexible YSZ substrates will be reported in this presentation.
Cryogenic atomic force microscopy (AFM) allowed us to directly observe segregation morphology of nanometer size hydride phases (Nb1-xHx), which are responsible for Q degradation of superconducting radio frequency (SRF) Nb cavity at high RF field regime. Although niobium hydride has been recognized with cry-optical microscopy, electron diffraction or ion mass spectroscopy, identification of nm-scale Nb hydride segregation in terms of saturation temperature has never been accomplished due to difficulties on direct observation at cryogenic temperature. In this study, we address the first direct observation of nanometer size hydride segregation on the surface of superconducting RF niobium cavities as a function of cooling temperature, and quantitively compare its segregation morphology with respect to state of art cavity treatments.
Nitrogen-doped niobium is one of the recent keystone advances in the field of SRF accelerator physics: N-doped cavities reach unprecedentedly high efficiency at usable accelerating gradients, and the more recently developed “nitrogen infusion” reaches similar efficiency with even higher accelerating field. On the horizon is niobium-3 tin (Nb3Sn), a superconducting compound that exceeds the efficiency of niobium by a factor of 20 at 4.2 K. Here we present recent challenges and advances from the Cornell SRF group on these exciting new materials, with an eye towards near-future applications.
Nb3Sn is the front running alternative material to replace niobium in SRF cavities. The most promising path toward deployement appears to be the tin vapor diffusion coating of Nb cavity, which had achieved significant progress in recent years. To elucidate the growth kinetics of Nb3Sn coating during this process, niobium samples were coated for different duration up to 60 hours. Several of them were coated over multiple times. Analysis of coated samples is consistent with the model in which tin primarily diffuses down to Nb3Sn-Nb interface grain boundaries, where the growth of Nb3Sn into the niobium bulk takes place. Similar scaling laws are found for grain size growth and layer thickness of Nb3Sn. Observed non-parabolic layer growth is consistent with significant grain growth, which reduces the number of Sn transport channels. “Patchy” regions, composed of large crystalline grains are commonly seen defects in Nb3Sn, which exhibit significantly thinner coating due to impeded growth of Nb3Sn layer because of low grain boundary density.
MgB2 is a promising superconductor to replace Nb for SRF cavities. Clean MgB2 thin films have a low residual resistivity (<0.1 µΩcm) and a high Tc of 40 K, promising a low BCS surface resistance. Its thermodynamic critical field Hc is higher than Nb, potentially leading to a higher maximum accelerating filed. The lower critical field Hc1 of MgB2 is lower than Nb, but it can be enhanced by decreasing the film thickness. MgB2 coated Cu cavities have an added advantage from the high thermal conductivity of Cu, which will enhance the heat transfer from the MgB2 layer, improving the cavity’s resistance to “quenching.” MgB2 coated Cu cavities working at 20 - 25 K will eliminate the need for liquid He refrigeration. In this talk, the latest results of research at Temple University on the coating of mock 3.9 GHz Cu cavity by hybrid physical-chemical vapor deposition (HPCVD) will be presented. Materials issues involved in MgB2 thin films on Cu will also be discussed. The preliminary cavity measurement showed superconducting transition of the MgB2 coating, but the poor continuity of the coating resulted in high loss. Further improvement of the coating property is needed to achieve practical MgB2/Cu cavities.
Ultra-cold Neutrons (UCNs) are extremely slow neutrons of which the kinetic energy is below several hundred neV. As a consequence, UCNs are totally reflected at the surface of certain materials and can be confined in a material bottle. Using this unique property, UCNs are used for various experiments such as neutron electric dipole moment searches, neutron lifetime measurements, and gravity experiments. In order to improve the statistical uncertainty of those experiments a high intensity UCN source is required.
Super thermal method is used to produce UCNs. A cold neutron guided in superfluid helium excite a single phonon or multi phonons in the superfluid helium and lose their kinetic energy down to UCN region. The temperature of the superfluid helium needs to be maintained at approximately 1.0 K to avoid UCN loss by reverse reaction
The TUCAN (TRIUMF Ultra-Cold Advanced Neutron source) collaboration established for aiming to build a high intensity UCN source on a dedicated proton beam line at TRIUMF. The source is composed of a combination of a spallation neutron target and a superfluid helium UCN converter. Estimated heat deposit from spallation reaction on the superfluid helium is approximately 10 W. In order to achieve the requirement of superfluid helium temperature, a high-power helium-3 cryostat has been developing. Heat transport property in superfluid helium at 1.0 K is also a key element of the UCN source cryogenics.
In this presentation, the current status of the development of the cryogenic system and their expected performance will be discussed.
Cold neutrons are down-scattered by isopure superfluid 4He (IPHe-II) with around 0.8 K to become ultra-cold neutrons (UCN). The UCN lifetime strongly depends on the temperature of the IPHe-II. During the beam operation, temperature of the IPHe-II gradually increasing from 0.8 K due to the dynamic heat load. The TUCAN collaboration is now developing the new cryogenic system. There are mainly two important requirements. One is to lower IPHe-II temperature to below 1 K. The other is to suppress the temperature increase to within 0.2 K or less during the operation. In order to satisfy such requirements, not only 4He but also 3He has to be circulated through the system to fill saturated 3He of 0.8 K in the final heat exchanger for cooling down of IPHe-II to 0.8 K. There are six heat exchangers which are mainly categorized in two groups, “counter flow type” and “pool cooling type”, respectively. In order to design these heat exchangers properly, thermo-fluid simulations are carried out by considering forced convection heat transfer for the single and two phase flow, nucleate boiling heat transfer of liquid 3He and 4He, critical heat flux of He II, film boiling heat transfer of He II and Kapitza conductance. It is also quite important to predict the pressure drop through vacuum line for the circulated 3He. The vacuum line should have large conductance while suppressing radiation heat transfer from room temperature by inserting the baffle plates. LES are carried out to predict the pressure drop and find optimal vacuum pipe with baffles. In addition, Thermo-fluid behaviors of IPHe-II are also simulated to understand them. The cryogenic test system is developed to check the validity of these simulation results and design validates. In this presentation, the simulation schemes, test system and these results will be discussed.
Superconducting ratio-frequency (SRF) cavities, cooled by superfluid helium-4 (He II), are key components in modern particle accelerators. Quenches in SRF cavities caused by Joule heating from local surface defects can severely limit the maximum achievable accelerating field. Existing methods for quench spot detection include temperature mapping and second-sound triangulation. These methods are useful, but all have known limitations. Here we describe a new method for surface quench spot detection by visualizing the heat transfer in He II via tracking $He_2^*$ molecular tracer lines. A proof-of-concept experiment has been conducted, in which a miniature heater mounted on a plate was pulsed on at various heat fluxes and pulse durations to simulate a surface quench spot. A $He_2^*$ tracer line created nearby the heater deforms due to the counterflow heat transfer in He II. By analysing the tracer-line deformation, we can well reproduce the heater location within a few hundred microns, which clearly demonstrates the feasibility of this visualization-based non-contacting quench spot detection technology. Our analysis also reveals that the heat content transported in He II is only a small fraction of the total input heat energy. The remaining heat energy is essentially consumed in the formation of a cavitation zone surrounding the heater. The size of this cavitation zone is estimated based on the knowledge obtained about the transported heat. This information has allowed us to propose a new explanation for the decades-long puzzle observed in previous second-sound triangulation experiments regarding heat transfer at speeds higher than literature values. The excellent quantitative agreement between our predicted excess second-sound velocity and those measured in triangulation experiments provides a strong support of our model.
Acknowledgements: S.B. and W.G. acknowledge support from U.S. Department of Energy under Grant No. DE-FG02-96ER40952. The experiment was conducted at the National High Magnetic Field Laboratory, which is supported by National Science Foundation Cooperative Agreement No. DMR-1644779 and the State of Florida.
In a narrow channel, boiling heat transfer in He II is much different from that in the case of an open bath. Even under saturated pressure condition, rapid temperature rise due to the onset of film boiling is not seen when the bath temperature reaches the lambda temperature, but only temperature oscillation is detected. The behavior of this state looks like the nucleate boiling, though it is known the steady nucleate boiling state is absent in He II in open bath. The high heat transfer coefficient in quasi-nucleation boiling state above the lambda temperature suggests the range where this advantage in heat transfer appears is wider than that based on simple prediction of He II heat transfer. The appearance of meta stable states of superheated He II and superheated He I should be considered in the case of a narrow channel. In this study, the visualization experiment result using a transparent heater and the transient temperature measurement data on a copper heater surface had been compared with each other. Several film boiling modes were observed in a narrow two-dimensional channel. The peak of the heat transfer coefficient appeared around the lambda pressure. In the case of low heat flux, the heat transfer coefficient variation with the pressure shows sudden rise around the lambda point. The heat transfer coefficient under nearly saturated pressure condition below lambda pressure is larger than that above the lambda pressure.
Continuous and efficient sub-Kelvin cooling for uninterrupted operation of cutting edge detectors, both in space and on the ground, is critical for top performance in many NASA missions. The development of a sub-Kelvin Active Magnetic Regenerative Refrigerator (AMRR) will provide distributed and continuous sub-K cooling to space instrumentation via circulation of a 3He-4He mixture. This system will provide substantial advantages over state of the art coolers including reduced mass while maintaining reliable uninterrupted cooling for cryogenic instruments. A key component of the sub-Kelvin AMRR, the Superfluid Magnetic Pump (SMP), has already been developed and tested. To ensure the successful construction of a functional AMRR, a numerical model was developed for use as a design tool to size the regenerators to match the existing SMP. This presentation will highlight the results of parametric studies using the aforementioned model.
The FRIB cryogenic plant has been successfully commissioned, including compressor system, 4.5 K cold box system, sub-atmospheric (2 K) cold box system, and the distribution system for two of the three Linacs. This plant uses the Ganni-Floating pressure process, allowing the compressor discharge and 4.5 K cold box supply pressure to automatically vary from 6 to 21 bar, without introducing additional loads or capacity exergetic losses (e.g., throttling turbine inlet valves). The 2 K (31 mbar) load is supported using five stages of centrifugal compressors, housed within the sub-atmospheric cold box, which recompress the helium to 1.15 bar (and around 30 K). In 2013, FRIB assumed the responsibility, in collaboration with JLab to design and procure some of the sub-systems after the decision by FRIB to move away from an industry supplied turn-key system. FRIB was responsible for procurement of all systems, all onsite activities, including the installation and integration of all the subsystems, development of the control systems, as well as, the integration, commissioning, and testing of each sub-system. At present this has culminated in the production of the first beam through the first Linac segment. An overview of the planning and execution of the project will be presented, which allowed accomplishment of scheduled goals and anticipated performance, and prevented the need to store or ‘double-handle’ any equipment.
At its maximum capacity condition, the 4.5 K refrigerator system for the FRIB accelerator supports a 180 g/s 30 K 1.16 bar cold compressor return flow, a 14 g/s 4.5 K liquefaction load, a 4 kW 4.5 K refrigeration load, and a 20 kW 35-55 K shield load. Five additional design conditions, ranging from liquefaction to refrigeration and a stand-by/reduced load state, were specified for the sizing and selection of its components. The cold box system is comprised of a 300-60 K vertical cold box that incorporates a liquid nitrogen pre-cooler and a 60-4.5 K horizontal cold box housing seven turbines that are configured in four expansion stages including one Joule-Thompson expander. This cold box system, operates using the Ganni-Floating pressure process, automatically adjusting to the Linac load with the cold box supply (and compressor discharge) pressure varying from 6 to 21 bar, without introducing additional (artificial) loads or throttling turbine inlet valves (or other exergy loss mechanisms), and with minimal liquid nitrogen usage. This paper will briefly review the salient 4.5 K system design features and discuss the recent commissioning results.
The Michigan State University Facility for Rare Isotope Beams (MSU-FRIB) accelerator utilizes six types of cryo-modules that are being installed in three Linac segments in the FRIB tunnel. The cryo-modules contain both superconducting RF cavities and solenoid magnets with 2 K and 4.5 K refrigeration loads (respectively), magnet lead flow loads and 35-55 K shield loads and power coupler intercept loads. The first Linac segment (LS-1) with fifteen cryo-modules was commissioned at 4.5-K and 2-K. Commissioning experiences and some salient features of the cryogenic design of the cryo-modules and the helium distribution systems will be discussed.
The FRIB cryogenic engineering group designed and built the sub-atmospheric cold box which supports the 2 K (31 mbar) operation of the FRIB accelerator cryo-modules. The centrifugal cryogenic (cold) compressors, designed with room temperature motors and active magnetic bearings, were supplied by Air Liquide to FRIB specifications and were integrated into the cold box which was built on site. The preliminary commissioning tests demonstrated that the system has achieved all the specification goals of operating from 110-180 g/s with a suction pressure of 0.028 mbar, discharge pressure of 1.15 bar and a discharge temperature less than 30 K. This paper will briefly review the sub-atmospheric 2 K system design features and discuss the recent commissioning results.
The cryogenic system for the Facility for Rare Isotope Beams (FRIB) produces refrigeration required to support 2K, 4K and 35-60K shield loads for the linear accelerator consisting of forty six cryomodules, four superconducting dipoles and fourteen superconducting magnets for the experimental system. The controls system for cryogenics was designed, installed, and commissioned with the goal of high availability, ease of maintenance, and ease of operation. The system was designed using Allen Bradley Programmable Logic Controllers (PLCs) with local Human Machine Interfaces (HMIs) along with Experimental Physics and Industrial Controls System (EPICS) for everyday operations and data acquisition. Two separate networks are utilized in the cryogenic facility. One network includes a network cluster designed with high redundancy which is completely separate from the network for the rest of the particle accelerator. Another network was implemented to only include the Allen Bradley PLCs and HMIs which allows for faster data transfer between PLCs, increases flexibility for changing operating conditions, and allows for complete system operations in the case of a network failure. This paper reports on the design choices made and experiences in integrating and commissioning the cryogenic system.
Keywords: helium, refrigeration, control system, EPICS, PLC
The design for the FRIB helium compressor system, used for the cryogenic refrigeration, was mainly based on the advancements developed for NASA James Webb project, improving the efficiency, reliability and maintainability from previous helium compression systems. The skid designs were further improved, first for the JLab 12 GeV project, and now with additional improvements for the FRIB project. The FRIB helium compression system has five operating compressors at maximum refrigeration capacity with an additional spare compressor. This spare can be configured to align its suction to any one of the three pressure levels of the five, discharging to the high pressure (4.5 K cold box supply) stream. This compressor system can support the 4.5 K cold box operation with a supply pressure varying from 6 to 21 bar, and without complex-sophisticated control of the gas management valves. This paper will briefly review several of the skid improvements and discuss some of the recent commissioning and test results.
High-temperature superconductors (HTS) draw much interest in the shipbuilding and other transport industries as the urge to get high-power density and efficient electric propulsion systems. To achieve optimal performance of HTS field pole magnets in motors and generators, it is crucial to regulating the cooling temperature under 40 K and a simple and reliable cooling system is desired. A thermosyphon (TS) is a candidate since the operation principle consists in using natural convection without the intervention of mechanical circular pump. The system composition is simple and light-weight. The TS benefits from a high heat transfer coefficient thanks to latent heat. The available temperature for TS depends on the saturation temperature of the refrigerant, which provides adequate controllable cooling for cryogenic machine application. Using neon enables us to supply cooling temperatures of 28-40 K range. To determine the optimal gas-liquid state operation for HTS motors, a scaled model of a TS cooling system for large scale ship propulsion motor was studied. This enabled us to visualize any phenomena and transient state change inside the evaporator part of the rotor by a viewport. We studied heat transfer capacity under heat load for different neon quantities. Neon heat flux was then calculated to determine the heat transfer area for effective cooling. The boiling curve leads to the refined evaporator design with optimal heat transfer area. In addition, we report a possible sustainable liquid-gas circulation without interruption under inclined condition required for the operation. The cryo-rotary joint is another key technical issue to be discussed. The present results contribute to the next stage HTS ship/aero transport and superconducting machine systems design.
A key problem with current cryogenic aircraft propulsion systems is the mass burden of cooling the high power electric motors and electronics. The anticipated significant mass addition required for thermal management can nullify the entire benefit of utilizing electric propulsion in aircraft due to the additional induced drag on the aircraft.
Instead, a thermo acoustic-based cooling system is proposed that would use the waste energy from turbo-generators to thermo-acoustically create a pressure wave that is then delivered via routed embedded duct work to pulse-tube coolers located at all components requiring cryogenic cooling in the aircraft. With this approach, cryogenic electric aircraft can be cooled with minimal mass, fuel, and risk.
The complete power system including turbo-generator, distribution, protection, converters, and motors all generate heat that must be dissipated. A number of studies suggest that over half of the losses associated with a full electric power propulsion system is attributed to the thermal management system and as such is likely a key limiting factor to achieving economical flight. Moreover, as the operating temperature is reduced, the power and motor components become flight-weight and more efficient but often at the expense of increased thermal management system mass. In particular, the best system performance is predicted to occur at cryogenic temperatures.
The key to making this technology light-weight and efficient is the creation of an acoustic wave to deliver cooling energy to distal locations through the aircraft. This eliminates the need to deliver energy with electrical, mechanical, or fluid flow- each of which adds mass and complexity. For example, electrical power distribution produces EMI, heating, and requires heavy cables. Mechanical distribution such as distributed torque shafts adds weight and requires lubrication. And pumping a cryogenic fluid requires a large volume of fluid, pumping mechanisms, extensive insulation, and heavy heat exchangers to transfer heat energy.
A new experimental set up for measuring the breakdown strength of gas media in non-uniform electric field at cryogenic temperatures and high pressures is described. Measure of breakdown strength of helium gas at 77 K and 293 K in a non-uniform electric field with a field efficiency factor 62.5% are presented. The results suggest that the breakdown strength in non-uniform electric field relate to that of uniform electric field by the field efficiency factor, η. This relationship holds good for both 293 K and 77 K data. This observation expands our previously reported systematics of dielectric strength in uniform electric field to the non-uniform electric field conditions, which is important for designing HTS power applications. The established relationship eliminates the need for costly experiments for measuring the dielectric strength at a specific operating temperature and pressure and in the required non-uniformity of the electric field.
The second generation (2G) coated conductors are considered for applications at relatively high, 20 – 30 K temperature, which can be achieved with an inexpensive single-stage cryocooler. Electromagnetic AC losses in 2G coils account a significant fraction of the total loss budget. It is well known that the AC loss is proportional to the superconductor filament width. However, reducing the filament width in 2G conductors is challenging due to a very strong sensitivity of the superconducting properties of YBCO to microscopic defects. As the filament width is reduced, probability of a current-blocking defect increases.
The proposed solution is a cable comprised of a stack of exfoliated YBCO filaments. The filaments are manufactured by separating the YBCO layer from the insulating substrate from the YBCO layer. We show that by stacking the filaments we can potentially realize strong current sharing and short, < 1 mm, current transfer length. Magnetization loss of 2 mm 8-filament cable coupons was measured at 77 K in magnetic field up to 0.6 Tesla by a calorimetric method. The frequency dependence of the loss suggests a negligible contribution of coupling currents. The AC loss results are corroborated by measurements of the magnetic hysteresis in small, 8 cm diameter, coils wound from the cable.
Finally, we presented results of the mini-coil tests at 25 K in conduction cooled mode. In the conduction-cooled mode thermal gradients inside the winding greatly affect the flux behavior. The temperature gradients generate non-uniformity of trapped magnetic flux that affect both magnetization loss and the field quality. This is because a small variation of the winding temperature results in a large change of the local magnetization.
The work at Brookhaven Technology Group was supported by the Department of Energy, Office of Science under SBIR Phase II award DE-SC0013856 and SBIR Phase I award DE-SC0018737.
In this work, segment of various HTS cables were measured for loss at high dB/dt in a rotating magnet AC loss machine. The cables types including CORC, Roebel, and TWST cables. The cable were measured in a spinning magnet calorimeter (SMC). This test device has a spinning rotor which consists of permanent magnets arranged in a Halbach array, with the sample exposed to an AC field of 0.566 T (peak) and a radial dB/dt of 272 T/s (tangential, Bmax = 0.242 T, dB/dt = 125 T/s). Loss is measured using nitrogen boiloff from a double wall calorimeter feeding a gas flow meter. For comparison, a straight segment of tape of the kind used in the cable was also measured in a field perpendicular to the wide face of the tape. The results were compared to a simple analytic models for losses of these conductors and the starting tape. The losses of the cables were compared, as well as the amount of strand coupling vs hysteretic loss present in each. The coupling loss was moderate for the TWST, and small for the Roebel and CORC, but the loss was dominated by hysteretic losses in all cases. The influence of applied field amplitude and demagnetization on field penetration was discussed. Results were compared to analytic and FEM models which showed a functional dependence of both the coupling and the hysteretic loss on twist pitch.
A no-insulation approach is now of great interest for use in magnets and coils made with YBCO coated conductor. The low inter-strand electrical resistance allows current sharing between layers of the coil, and the associated high thermal conductivity allows for thermal sharing. However, it is of interest to know what actual level of layer to layer electrical and thermal conductivity is needed in order to promote current sharing, thermal sharing, and increase coil survivability, while not degrading the inductance of the coil. In this paper we present a Finite Element Method (FEM) analysis of current sharing in a race track coil wound using YBCO coated conductor tape with different values of inter turn resistance. In the modeling a mechanical defect was created in YBCO film and a current sharing was modeled. In addition to the two limiting cases – a “perfectly” insulated tape and a “perfectly” non-insulated tape (i.e. touching surfaces of the neighboring turns), we explored various intermediate electrical and thermal contact values. We compared these values to what is typically seen in between coated conductors under various preparation conditions, We then compared current sharing in coils vs current sharing in cables, allowing us to describe the difference between what provides a useful level of current sharing in coils as opposed to cables. This also allows the development of scaling rules for different size magnets.
A typical Adiabatic Demagnetization Refrigerator (ADR) has modest cooling power, on the order of a few microwatts. Thus, understanding heat loads going into and generated within the ADR is vital to its efficiency as well as the efficiency of the total cryogenic system of a spacecraft. One of the many sources of heat that effects the total cryogenic system is the parasitic heat due to AC loss in the ADR magnet and hysteretic loss in its magnetic shielding during a ramp. Although the sum of the heat from both of these sources can be measured during the operation of the ADR, the individual contributions are not easily obtainable in situ. Therefore, a study is being conducted to experimentally measure the contributions of the parasitic heat produced during ramping from the magnet only and from the magnet-shield combo. This study will give better inputs to the heat load model of the total cryogenic system being built for the X-Ray Imaging and Spectroscopy Mission (XRISM) slated to launch in 2022.
The U.S. Air Force Research Laboratory (AFRL) facility for the measurement of alternating-current (AC) loss in superconductors at high B*dB/dt has been recently tested and calibrated for operation. The test device has a spinning rotor consisting of permanent magnets arranged in a Halbach array; which exposes samples in a stator position with a peak radial field of 0.57 T, and with high rotation speeds up to 3600 rpm achieves a radial dB/dt is 543 T/s and tangential dB/dt is 249 T/s. Loss is measured by calorimetry at 77.2K using nitrogen boil-off from a double wall calorimeter feeding a gas flow meter, and the system was calibrated using power from a known resistor. For calibration, Cu-tape and Y-Ba-Cu-O (or YBCO) tape losses were measured and compared to results of a solenoidal magnet AC loss system measurement of the same samples but limited to a field of amplitude 0.1 T and a dB/dt of 100 T/s.
This work describes the use of this test facility to measure and compare AC losses of a variety of YBCO coated conductors and cable styles. In addition, Cu and Al metallic and non-metallic conductors (common- and hyper-conductors 99.999% Al, as well as carbon nanotube yarn) are measured and compared. Conductors of YBCO are provided by several manufacturers with different architectures including filamented, varying width, and different quench protection metal layers with varying thickness. The analysis and comparison among all samples is interesting, with unexpected differences and trends measured for (AC loss/cycle/meter) and (AC loss/cycle/volume) as a function of sweep rate Bf = 0 to 120 T/sec.
With its unique band structure endowing it with wideband absorption and exceptionally low heat capacity, graphene is an ideal candidate for the study of single photon detection from the near-infrared regime all the way to the microwave regime. Here we present 1) modeled results demonstrating the promise of the graphene-based Josephon junction (GJJ) as a wideband single photon detector, 2) experimental results demonstrating a GJJ bolometer detecting microwave radiation with few-photon sensitivity, and 3) experimental results demonstrating the ability to switch a GJJ from superconducting to resistive with single near-infrared photons.
Fluxonium is a multi-level superconducting artificial atom. Its rich spectrum and selection rules provide promising solutions to standing problems in quantum computing such as low coherence and spectral crowding. In this talk, we describe our progress towards constructing a quantum processor based on fluxonium qubits. More specifically, our current focus is to experimentally realize a microwave-activated two-qubit gate with capacitively coupled fluxoniums. When biased at the flux sweet-spot, the individual qubits have frequencies around 500 MHz and reproducibly reach long coherence times in excess of 100 us (the best device had T2 > 300 us) [1]. A c-Phase gate can be achieved by sending a short 2π-pulse at the frequency near the 1→2 transition of the target qubit [2]. Our work includes characterization of coherence and parameter fluctuations in multi-qubit chips, modeling and experimentally validating the two-qubit interactions, optimizing the joint readout, and benchmarking of the gate operations.
[1] Nguyen et al., arXiv preprint arXiv:1810.11006v1 (2018)
[2] Nesterov et al., Phys. Rev. A 98, 030301 (2018)
Nonequilibrium quasiparticle excitations (QPs) are known to be a significant source of dissipation in superconducting quantum devices, though their observed density at 20 mK remains a mystery. In this talk, I will discuss our recent work utilizing offset-charge-sensitive transmons to probe QP dynamics. We detect QP tunneling events by coherent mapping of charge parity onto the qubit state and also by direct dispersive readout of the joint qubit and charge-parity state. We find that QP-induced dissipation can be on equal footing with other loss mechanisms and that QPs can be the dominant source of residual qubit excited-state population. In these devices, we also demonstrated that improved high-frequency rf filtering can reduce QP generation, extending a transmon’s relaxation time by a factor of two to ~200 microseconds.
The recent commissioning of the 36 T Series-Connected Hybrid Magnet at the National High Magnetic Field Laboratory has uncovered an undesirable consequence of using super critical helium for cooling of superconductors. This new “dry-magnet” cooling technology greatly reduces the LHe requirements of the magnet and may be utilized more frequently in the future. Because the supercritical helium does not complete a phase transition with the addition of heat, the fluid can quickly expand. The increased expansivity of supercritical helium over liquid helium for a given heat load is capable of creating larger pressure waves. The impact pressure for compressible helium gas flow is combined with the speed of sound for ideal gases to determine if a high speed pressure wave is sufficient to explain the premature failure of the burst discs in the over-pressurization protection system. The addition of an impact pressure can explain, under the right conditions, an up to 40% reduction in the burst disc pressure rating. The venting response time is discussed and a comparison of using voltage and pressure quench detection is made. Pressure oscillations in the readings are quantified in order to avoid unnecessary quench detections.
A fundamental challenge with High Temperature Superconductors (HTS) is their high critical temperature (Tc) values and the stability that they impart when used in a magnet device with sufficient stored energy. Low normal propagation velocities and high stability of HTS wires cause localized damage due to an excessive peak hot spot temperature during a quench. Protection of HTS magnets for reliable operation has proven to be a challenge with the large amount of energy that is required to raise a significant fraction of the conductor above its local critical temperature which will dissipate the stored energy throughout the volume of the coil. Frequency Loss Induced Quench (FLIQ) system is a novel advancement of a relatively new technique that relies on AC losses to uniformly heat up a superconducting coil or sections of the coil to quench the coil accordingly. FLIQ drives an imbalance in the transport current between two or more sections of the magnet through a capacitor. To drive the imbalance, FLIQ uses an H-bridge design with Insulated Gate Bipolar Transistor (IGBT)s, whose gates are driven based on the current feedback control that allows the system to operate at resonance. This paper will discuss the application of FLIQ for HTS magnets and discuss recent data from experiments carried out on an insulated REBCO coil.
Baby-IAXO is a new helioscope, currently under construction design, which will look for axions or axion-like particles (ALPs) originating in the Sun via the Primakoff effect. The hypothetical particles can transform into photons in the presence of a strong magnetic field, and then be detected. The superconducting magnet for this system is composed of two 10-m long racetrack coils, spaced by 0.8 m, operated in a quadrupole configuration generating an average magnetic field of 2.9 T in the two 700 mm detection bores positioned in between the coils.
Both, cool down and operational cryogenic requirements are handled by a combination of Cryomech cryocoolers: 3 PT420 double stage and 2 AL600 single stage machines. In order to cool down the 15 t cold mass within a reasonable period, the use of the cooling power of the single stage cryocoolers is of paramount importance. The use of cryocirculators linking the AL600 cryocoolers to cold mass and shield is proposed to cool down from 300 K to 45 K. The heat loads in the system have been estimated, and given the cryocooler capacities, the cool down will take some 18 days.
The specific design of the 12 kA conduction cooled current leads is presented as well since at 45 K these cause the dominant heat load. As result of the magnet being operated in persistent mode and the leads being non-dismountable, a balance between energizing and operational heat loads has to be found. The current design, allows for a constant heat load of 350 W during operation, and a maximum of 1000 W during magnet charging and discharging.
Lightweight and powerful technologies for hybrid-electric propulsion technology on-board transport aircraft are needed. GREEN laboratory with the support of DGA and SAFRAN Tech proposed an innovative electromagnetic design using High Temperature Superconductors (HTS) wire and bulks. This motor concept is very promising and can be upscaled easily to deliver large power to mass ratio performance.
This original superconducting concept will be tested on a 50 kW, 5000 rpm machine designed and manufactured by AFCryo. AFCryo benefits from in-house capabilities to design, model, optimize, manufacture and test such a device.
The paper will focus on the overall motor concept and associated design. The outcomes of the manufacturing will be reported with the first test results.
The consortium of the Advanced Superconducting Motor Experimental Demonstrator (ASuMED) will develop, build and test the first fully superconductive motor for aerospace applications. The cryogenic topology of the motor is based on a dual-cryostat concept, which consists of two separate cryostats for the rotor and stator. The rotor cryostat design is particularly challenging because of the cryogenic operating temperatures, the cooling requirements and the rotating parts, which include a rotary seal. A number of alternatives based on different heat transfer mechanisms were considered. The feasibility of these options was assessed by preliminary analyses, which show that a forced convection based system is the optimal solution to achieve the required cooling power in the rotor. The forced convection cooling system is realised by the forced circulation of cooling gas (gaseous helium) in the system. This is the so-called externally controlled cooling system for the rotor. A detailed flow and heat transfer analysis shows that the system has the potential to achieve the required cooling power.
With the advent of high-power pulse tube refrigerators cryogen free research tools providing mK temperatures and moderate applied magnetic fields have become commonplace. For large scale applications, complex and ultra-high field superconducting magnets liquid helium reservoirs remain a well-considered design option. Truly zero loss, re-condensing cryostats for such large-scale applications are also now possible. Through improved understanding of system cryogenics, magnet design and system peripherals such systems have been demonstrated to show spare capacity for additional heatloads such as continuous sweeping, superconducting switches and high current capacity leads. Furthermore, full re-condensation of helium flow through cryogenic inserts can be achieved, with experimental temperature ranges extended below 100 mK in continuous operation.
This paper will identify the benefits of re-condensing designs and present data on a variety of design configurations and performance. Techniques for optimizing their use and efficiency for various experimental regimes of magnetic field and temperature will also be described.
In spray cooling liquid drops impact the hot wall and depending on the wall temperature the drop either touches-down (contact boiling) or levitates (film boiling). The latter case results in a great reduction in heat transfer by the insulating vapour layer under the drop. Here, we study this phenomena for cryogenic systems, where we investigate the impact of a liquid nitrogen droplet on a sapphire plate. Since sapphire is transparent, we can perform high-speed frustrated total internal reflection to study the solid-liquid contact. From our experiments we obtained a phase diagram where the boiling behaviour is characterized by varying the initial prism temperature and drop velocity. Next, we utilized a stream of drops to cool down the prism from the film boiling regime down to the contact boiling regime, where we find good agreement between the heat transfer rate and the contact dynamics as predicted by our phase diagram. Our study gives insight on how the current literature established for non-cryogenic conditions can be applied to the present case of liquid nitrogen drops.
Pulsating Heat Pipes (PHP) are excellent heat transfer devices, constituting the thermal link between a cold sink and an object to cool. The interest for developing cryogenic pulsating heat pipes to cool superconducting magnets is growing because of their lightness and high thermal performance. A numerical model has been developed using the Navier-Stokes solver from ANSYS Fluent software to evaluate the influence of different parameters affecting the thermodynamic behavior of cryogenic working fluids in the pulsating heat pipes. An existing experiment of a single horizontal capillary tube is reproduced in the simulation where the two-phase operating fluid is computed using the VOF method in a 2D axisymmetric mesh. Different parameters are tested to analyze the liquid-vapor interface and the heat transfer between the wall and the two-phase fluid in order to contribute to a better understanding of the working fluid behavior and to the development of future 2D simulations of pulsating heat pipes.
It is a well-known observation that a low conductive coating on a metal decrease the overall cooling time of a metal when quenched in liquid nitrogen. The early transition to nucleate boiling regime from the film regime is discussed in the literature as the main cause of this enhanced cooling rate. However, till now optimization of the coating thickness to minimize the cooling time has only been an empirical proposition. In this paper, a phenomenological model is proposed that combines the coating properties, thickness, and fluid properties. This model is validated with cooling experiments performed with various specimens in both saturated and sub-cooled liquid nitrogen. A good agreement of the model with the experimental data is found.
Slush nitrogen is the cryogenic two-phase fluid with small solid nitrogen particle suspended in liquid nitrogen, which can be potential coolant for high-Tc superconductor thanks to its high density and large heat capacity. The present work focuses on the heat transfer of slush nitrogen. A visual experimental apparatus was built for studying the pool boiling of slush nitrogen. The freeze-thaw method is used to produce slush nitrogen and the capacitance-type density meter is adopted to measure the solid volumetric fraction of slush nitrogen. The steady-state boiling conditions were obtained by the heat flux control method. The experimental results show that the heat transfer characteristics of slush nitrogen are comparable to typical nucleate boiling heat transfer. The heat transfer of slush nitrogen can be enhanced by increasing the solid fraction. The applicability of Rohsenow equation to the nucleate pool boiling heat transfer of slush nitrogen is also analyzed, and then a modified heat transfer correlation for nucleate pool boiling heat transfer of both liquid nitrogen and slush nitrogen, considering the effect of solid volumetric fraction, has been summarized.
Medium-sized cryogenic applications such as local hydrogen liquefaction or HTS power applications require temperatures below 77 K at some kW cooling power. These conditions are efficiently reached by cryogenic mixed refrigerant cycles (CMRC). The CMRC development relies on physical property data of cryogenic fluid mixtures that is not available for most binary and multi-component systems.
The cryogenic phase equilibria test stand CryoPHAEQTS provides precise physical property data of cryogenic fluid mixtures at temperatures between 15 K and 300 K and at pressures up to 15 MPa. It also allows flammable mixtures (e.g. containing hydrogen) or oxidizing mixtures (e.g. containing oxygen). Vapor-liquid equilibria (VLE), vapor-liquid-liquid equilibria (VLLE) and the liquidus line of solid-liquid equilibria (SLE) are obtained by direct sampling from the equilibrium cell and analysis by gas chromatography. The equilibrium cell offers optical access by 4 windows to identify the coexisting phases. The cell temperature is set by a pulse-tube cryocooler and a counter-heater. As a unique feature, the specific heat capacity of the vapor phase in equilibrium is measured by the combination of a novel thermal and a Coriolis type flow meter. Having measured both caloric and thermal properties of the mixtures, we can develop new equations of state that cover all thermodynamic state variables.
In this talk, we report on the progress in the construction and commissioning of CryoPHAEQTS. Validation of the measurement accuracy is presented by comparison of pure substances measurements against literature data.
With the rapid development of life science and the increasing demand of clean energy, refrigeration technology in the temperature range from 80 to 230K is widely required. Mixed-refrigerant Joule-Thomson Refrigeration (MJTR) systems have distinct advantages in this temperature range: i.e., simple structure, low cost, convenient cooling power adjustability, and high reliability due to non-moving parts at low temperature parts. The working fluids of MJTR are typically zeotropic mixtures, which are generally mixed by several components. Tetrafluoromethane (R14) and ethane (R170) are essential components of mixed-refrigerants. Regarding to the real performance of MJTR systems, the exergy loss in heat exchanger is a crucial part for MJTR (always greater than 20%). Heat transfer and pressure drop for two-phase flow are closely related to corresponding flow patterns.
In this paper, an experimental investigation on adiabatic and condensation two-phase flow patterns for four R14/R170 mixtures in a horizontal smooth tube with inner diameter of 4 mm was presented. Experiments were carried out at mass fluxes from 100 to 350 kg m-2 s-1, saturation pressures from 1.5 to 2.5 MPa and heat fluxes from 7.8 to 38.4 kW m-2 over the entire range of vapor quality. Six flow patterns of wavy-stratified, slug, plug, transition, wavy-annular and smooth-annular flow were observed. The influences of concentration, mass flux, saturation pressure and heat flux on flow pattern transitions were analyzed and discussed. It was found that transitions between different flow patterns varies regularly with the temperature-glide of the zeotropic mixtures. In addition, the observed adiabatic flow patterns were compared with six well-known flow pattern maps, none of them can predict all the transition lines accurately. Finally, an improved transition equation of intermittent/annular flow was proposed.
Cryogenic two-phase flow widely exist in the cryogenic fluid transport processes. While accurate measurement of phase distribution and void fraction has always been a difficulty in practical engineering applications. In this study, the boundary capacitance values are used as a non-invasive measurement method to detect the phase distribution and void fraction of cryogenic two-phase flow. Firstly, the phase distribution of cryogenic fluids is obtained by electrical capacitance tomography (ECT). And the inversion images by the algorithms of simultaneous iterative reconstruction technique (SIRT), iterative Tikhonov regularization, Landweber iteration and TV regularization are compared. Moreover, the algorithms are modified in order to improve the calculation speed, suppress the artifacts and enhance the ability of noise resistance. Then, the support vector regression is used to fit the boundary capacitance vector with the void fraction, and the anti-noise performance of the obtained fitting formula is enhanced by fuzzing an appropriate fuzzy membership. The dimension reduction scheme for the capacitance vector is also studied. Finally, the capacitance sensor applied in cryogenic fluids and the multi-channel anti-jamming micro capacitance measurement circuit are designed. Verification experiments are carried out by using Polydimethylsiloxane (PDMS)-nylon as the working medium pairs with the permittivity ratio close to liquid nitrogen- vapor nitrogen. The proposed measurement scheme can measure the void fraction and phase distribution simultaneously based on the same set of hardware equipment.
Developments over the past few years allow Linde Kryotechnik to economically replace the turbines of a cryogenic plant with state of the art technology leading to several advantages. Stand out among others are higher efficiency of the turbines, easier operation of the plant, increase of reliability and an update of the design point regarding current customer demands which improve the overall performance and efficiency of an upgraded cryogenic system.
While each retrofit is unique based on the customer demands and situation, it is still possible to follow a certain methodology. Several successful retrofits with conclusions are presented.
Turbo- expander is the heart of the helium refrigerator, and the gas bearing as the critical component influences the stability of the turbine. There is 300K operating temperature difference between the expansion wheel and the gas bearing in the helium turbine. Therefore, it is necessary to consider the thermodynamics of the bearing-rotor when studying bearing dynamic stability. In this paper, a cryogenic test platform for gas bearings is designed to analyze the performance of gas bearings with cryogenic gas supply and study the impact on turbine stability.
Cold compressor is the core component to develop the facility of large-capacity refrigeration at superfluid helium temperature. It is operated under extremely low temperature and low pressure which involves technical issues about temperature and heat flux such as failures of the actuating motor resulting from overheating and performance decrease due to heat leak to cryogenic side. To analysis the distribution of temperature field of the cold compressors, an integrated model including multi-parts was built on the basis of on the structure of cold compressor and was then simulated through computational fluid dynamics. The results showed that the internal flow field inside the cabinet of cold compressor was completely turbulent and the total leakage of heat flux was closely related to the rotating speed of the high-speed PM motor. At last, the actual temperature rise of the cold compressor was tested and its data of two temperature measuring points were compared with the simulated results which validated the accuracy of modeling and simulation results.
High-effectiveness heat exchangers are a ubiquitous component of cryogenic systems, but their performance typically falls short of model-based expectations. The following paper details modeling efforts of a heat exchanger designed to achieve an effectiveness in excess of 99% within a prescribed envelope of volume, weight, pressure drop, and operating conditions. Simulation efforts focus on employing minimal assumptions and accounting for many loss mechanisms to avoid overestimation of predicted effectiveness. Axial conduction and parallel passage flow imbalance are major contributing factors to heat exchanger inefficiency. Consequently, a staggered stacked slotted plate geometry, also known as a matrix heat exchanger, was chosen as the most promising type to achieve the desired effectiveness. High thermal conductivity, high surface area finned copper plates separated by low thermal conductivity, low cross-sectional area stainless steel spacers achieve high stream-to-stream heat transfer while limiting axial conduction and allowing for fluid redistribution between plates. The number of design parameters was reduced based on manufacturing limitations and conceptual reasoning. ANSYS Fluent computational fluid dynamics was used to form Nusselt number and Darcy friction factor correlations for the geometry and flow conditions. A finite difference MATLAB model accounted for axial conduction, parasitic heat loads, and material property variation with temperature and pressure. The Fluent-derived correlations were used as inputs to the MATLAB model. The MATLAB model was validated by comparing its results to an analytic, constant property effectiveness-NTU solution for stacked plate heat exchangers, as well as experimental data collected from a similar heat exchanger. Tradeoffs between weight, pressure drop, and effectiveness were studied.
Reducing liquid hydrogen boiloff from storage tanks is a key challenge facing the nascent hydrogen vehicle economy in addition to extended mission space-stage vehicles. However, the extreme cryogenic environment of liquid hydrogen necessitates novel refrigeration methods with components engineered for high-reliability. This paper presents initial experimental results of a Heisenberg Vortex Tube for cryogenic hydrogen cooling. The Heisenberg Vortex Tube is a modification of a conventional counter-flow vortex tube to incorporate a catalytic liner for parahydrogen-orthohydrogen conversion. Similar catalyzed and non-catalyzed vortex tubes are operated with pressure ratios up to 4, mass flow rates near 160 mg/s, and temperatures between 30-50 K. Experimental results demonstrate significant endothermic parahydrogen-orthohydrogen conversion as a function of cryogenic temperatures. Comparisons are made to 1st order models from literature as well as the predicted performance of a Joule-Thomson (J-T) expander operating under the same conditions. The results indicate a favorable drop-in replacement for conventional J-T expanders used in cryogenic liquid hydrogen applications.
A proof-of-concept, two-condenser nitrogen pulsating heat pipe (PHP) has been developed for use in applications with redundant cryocooler installations. The PHP design presented here comprises two independent PHP condensers, each thermally sunk to an independent cryocooler cold head, with the two associated PHP evaporators attached to a common heat load. With two installed cryocoolers this PHP design allows the heat load to be continuously cooled even when one cryocooler is shut down. This is accomplished by leveraging dryout in the associated PHP to passively create a sufficient thermal resistance from the ambient environment to minimize the parasitic load on the PHP evaporators (and, therefore, on the remaining operating cryocooler). The design is completely passive and requires no mechanical system to isolate the idle cryocooler. Instrumentation has been included in the proof-of-concept device to measure heat transfer into each of the cryocooler cold heads, allowing the effective conductivity of the PHPs to be measured during conditions of both normal PHP operation and dryout. The design of the two-condenser nitrogen PHP system is presented in detail, along with effective thermal conductivity measurements of the PHPs both during both normal PHP operation and dryout. Additional performance characteristics of the thermal disconnect design are also presented, including the relative effective thermal conductivity of the PHP during dryout to that during normal operation, the absolute parasitic load on the PHP evaporators during dryout, and the parasitic load on the evaporators during dryout relative to the applied heat load.
Superconducting electronics and spectral-spatial holographic systems are being developed for advanced digital communications. These devices must operate at cryogenic temperatures of near 4 K. Liquid helium is undesirable for mobile missions due to logistics and scarcity, and commercial low-temperature cryocoolers are unable to meet size, weight, power, and environmental requirements for many missions. Creare is developing a turbo-Brayton cryocooler that provides refrigeration at 4.2 K and rejects heat at 77 K to an upper-stage cryocooler or through boil-off of liquid nitrogen. The cooling system is predicted to reduce size, weight, and input power by at least an order of magnitude as compared to the current state-of-the-art 4.2 K cryocooler. For systems utilizing nitrogen boil-off, the boil-off rate is reasonable. This paper reviews the development of the cryo-compressor, a key cryocooler component. The cryo-compressor has heritage in the cryogenic circulator used in the space-borne NICMOS cryocooler. To produce the pressure ratios and mass flow rates required by the cryocooler, the cryo-compressor must operate at much higher operating speeds than the cryogenic circulator while still at cryogenic temperatures. This operating condition presents a challenge for stable operation of gas bearings at low viscosities. The approach to overcome this challenge and the testing of the compressor at cryogenic temperatures are the focus of this paper.
In the framework of 'Flightpath 2015' the European Union set ambitious goals for the aviation sector. Compared to a typical new aircraft of the year 2000 the goals for reduction of CO2 and NOx greenhouse gas emissions were set to 75% and 90% per passenger kilometer, respectively. Aircraft movements during taxiing should be emission-free and the anticipated noise reduction of a flying aircraft was set to 65%. These ambitious goals can only be reached with new propulsion techniques and redesign of aircraft. Electric and hybrid-electric propulsion are seen as enabling technologies to reach the goals of “Flightpath 2050”. However, for larger passenger aircraft the required electric power is in the order of several 10 MW. Batteries are far too heavy to deliver the full amount of required energy. Gas-turbines and generators will provide the major part of electricity that is used for thrust generation. A big advantage for aircraft design is the possibility to decentralize power and thrust generation. The cable currents, however, will be in the range of several kilo amps due to the large power combined with low voltages in the aviation sector. Superconductivity is seen as enabling technology for the realization of large hybrid-electric passenger aircraft with propulsion systems consisting of superconducting motors, generators and cables with high power-to-mass ratio.
In the framework of the German TELOS-project KIT is developing a DC HTS cable concept for hydrogen cooled hybrid-electric propulsion systems. Two stacks of REBCO tapes build the core of the two-pole cable. Compensation of Lorentz forces between the two poles, compensation of thermal length changes and sufficient electric insulation are major challenges for the cable design as well as low-resistive joints to connect the single elements of the busbar system. We will present details of the cable and joint design, results of Lorentz-force and high-voltage tests and first test results of the cable demonstrator.
Second Generation High Temperature Superconducting (2GHTS) power systems are being developed for a variety of applications including the electrical power grid, industrial applications, data centers, high energy physics, electric ships, and electric aircrafts. There are some common requirements and design features for HTS devices for all the applications. However, the design requirements for electric transportation applications such as electric aircrafts and electric ships are more stringent in terms of gravimetric and volumetric power densities. The power density demands require that the HTS generators and motors in electric transportation applications operate at temperature between 20 and 50 K to compensate for the reduction in critical current density and AC losses under the substantial magnetic fields present in the rotating machines. HTS power distribution cables, however, can achieve high enough current densities when operated at higher temperatures of 40 - 60 K. The primary challenge with power cables that carry multiple kA are the cable terminations, current leads, and cryogenic interfaces. Innovative compact designs are needed to address the challenges in the dielectric and cryogenic thermal designs. We at the Center for Advanced Power Systems (CAPS) are collaborating with other academic institutions and several small businesses to address the challenges of cryogenic designs, dielectric insulation, and resiliency of HTS power cables for transportation applications. We have ongoing work on cryogenic dielectrics and cooling systems for HTS applications for electric transportation applications. The Presentation will focus on the ongoing research, recent collaborative accomplishments, and outstanding challenges in these areas.
Acknowledgement: Our work has been funded by the Office of Naval Research
Next generation electric power systems require higher capacity, efficiency, and stability to meet the demands of increasingly complicated grid systems. High-temperature superconducting (HTS) Conductor on Round Core (CORC®) power transmission cables provide unique solutions by offering high operating currents and current densities in a very small cable cross-section, which can also include the ability to protect electric power apparatus by serving as a fault current limiting (FCL) cable.
Advanced Conductor Technologies is developing 2-pole dc transmission cables, cable terminations, and connectors to be cooled with pressurized cryogenic helium gas for shipboard use. The development and successful test results of a 10-meter long, 2-pole dc CORC® power transmission cable, rated at 4,000 A per phase, will be discussed. The development includes CORC® feeder cables that form the connection between the room-temperature bus bar and the CORC® power transmission cable located inside the helium gas environment.
In addition, the inherent FCL capabilities of a short kA-class CORC® wire of less than 4 mm thickness are demonstrated in liquid nitrogen, developing nearly instantaneous voltages in excess of 20 V/m that increased to about 70 V/m within 15 ms of applied overcurrents up to 250 % of the critical current. Enhanced current sharing between tapes enabled by the CORC® cable topology appears to mitigate the issue of hot-spots caused by inhomogeneities on the HTS tape level by providing several alternate superconducting routes for current to bypass low Ic sections of the tapes. Operation of the CORC® FCL conductor in stand-alone operation and operated as part of a hybrid-cable system, in which the overcurrent is redirected to a normal conducting path outside of the cryogenic environment, are demonstrated without any degradation of the CORC® wire performance.
A scalable process has been developed to fabricate low AC loss cable from second generation high temperature superconducting (2G HTS) coated conductors with an emulated Rutherford twisted conductor topology. The process uses an indexed tape design to precisely align separate YBCO tapes to form a single tape structure making it compatible with a reel-to-reel production process and involves a combination of three methods: (1) the use of laser lithography to striate 2G HTS tapes into a pattern of isolated diagonal filaments, (2) the precise alignment and decal bonding of a pattern of solder preforms to the filament edge contact areas, and (3) the alignment and bonding of a top and bottom HTS tape with a thin intervening adhesive layer that provides mechanical adhesion and electrical isolation between adjacent bonds and the interior where filament transposition occurs. The observation of a resistive critical current transition in the fully fabricated transposed striated HTS conductor indicates that all bonds were well formed and the superconducting current path was restricted to the filaments.
Hyper Tech Research will report on progress towards developing magnesium diboride superconductor wires, coils and magnets for commercialization efforts, with a specific emphasis on conduction cooled MRI and AC motor/generator applications.
Critical current density (Jc) of in-situ powder-in-tube(PIT) processed MgB2 has still to be improved for practical applications. One of the problems of in-situ PIT MgB2 wires is the low mass density of MgB2 core. The density of MgB2 core of in-situ PIT wire fabricated by the conventional technique is as low as ~50%. It is considered that the microstructure of Mg/B powder cores including the density before a heat treatment in in situ PIT processed wires depends on the mechanical deformation process. We found that a wire fabrication by applying a swaging machine is much effective in increasing the density of Mg/B mixed powders and hence the density of MgB2 core. Vickers hardness of MgB2 core after the heat treatment increased from ~120 for groove rolled and drawn wire to ~250 for swaged wire. MgB2 wire fabrication by swaging machine is also effective in obtaining well developed fiber structure of Mg particle. This leads to the fiber structure of MgB2 in the wire. Furthermore, improved uniformity of MgB2 core along the longitudinal direction is obtained by swaging. These three factors much contribute to the increase of Jc values of in situ PIT MgB2 wires. Highest Jc values of 7-filamentary wires fabricated with 4.5%C-coated B powder and by applying only swaging are ~32,000A/cm2 at 4.2K and 10T. These Jc values are about twice as high as those of the wires fabricated with the combination of groove rolling and drawing.
Advanced-Internal-Magnesium-Infiltration (AIMI) MgB2 strands are typically processed with the temperature higher than Mg melting point (650 oC) and heating times of 1 ~ 4 h; therefore, the formation of dense MgB2 layer in typical AIMI strand results from liquid - solid state reaction between liquid magnesium and nano-sized boron powder. In this study, the microstructures and critical current densities of AIMI strands heated with 625 oC were explored. We observed that more uniform MgB2 layer were formed in these AIMI strands through solid - solid state reaction between Mg and B. Both optical microscope and SEM were used to observe the uniformity of MgB2 layer and the distribution of voids and B-rich phases in these AIMI wires. Since the rate of the solid - solid reaction is much lower than that of liquid - solid reaction, long heating times (8 ~ 64 h) were utilized to obtain a thick MgB2 layer for these strands which reduced Je variation along the filaments. The further application of this method to increase the engineering critical current density (Je) of the AIMI strands at 4.2 ~ 20 K is discussed.
In this work, exploration on upper critical field (BC2), irreversible field (Birr) properties and structural properties on MgB2 wires and bulks has been made via alumina fiber strain engineering approach and rare earth oxide (REO) addition approach. Alumina fiber was used in a series of bulk samples in MgB2 (1-x) Al2O3(x), with x being 0, 1 mol%, 3 mol%, 5 mol% and 8 mol%. Another set of MgB2 samples with REO additions (La2O3 and Nd2O3) were fabricated in both wire and bulk forms. The REO addition level in MgB2 (1-x) REO(x) samples ranges from 0 %, 1 %, 3 % and 5 % in wires and bulks. Bulk samples were prepared through in situ route, mixed powders were pressed with a load of 3000 psi. On the other hand, wires with multifilaments were fabricated using Advanced Internal Magnesium Infiltration (AIMI) method. Both bulk samples and wire samples were heat treated at 650 ⁰C for 30 min in Argon flowing furnace as a first attempted heat treatment procedure. BC2 and Birr values of all the samples were derived from resistivity-temperature measurement in Physical Property Measurement System (PPMS). BC2 of alumina fiber added samples is expected to be higher than the pristine samples due to the unique coherent or semi-coherent grain boundary structures generated by strain engineering. Structures of these samples were evaluated under microscopes. Birr values of REO added MgB2 bulks and wires are expected to show significant enhancement due to the formation of fine LaB6 and NdB6 in MgB2 samples. Moreover, a fine distribution of the rare earth boride precipitates is expected to be seen inside the MgB2 grains. BC2 and structure properties of the REO added MgB2 samples were investigated under different heat treatment conditions in order to maximize the superconducting properties (mainly BC2, Birr, Jc) of these samples.
To enable turboelectric aircraft that utilize fully superconducting motors and generators, testing of high-current, low-AC-loss superconducting wires and coils must be performed. A preliminary investigation was conducted on the critical current capability of a magnesium diboride sample and on the complications that arise from testing the sample with a cryocooler. While a cryocooler provides the benefit of a wide and continuous operating temperature range, cooling a sample by conduction through solid media without a heat-exchange gas is difficult. This paper outlines the hardware and software used to conduct DC performance tests on magnesium diboride superconducting samples, along with several check-out tests and mitigation steps needed to produce quality superconducting data using a cryocooler rather than a cryogen.
In this paper the feasibility of producing Fe(Se,Te) Coated Conductors on simple metallic templates is studied. Two routes were tested: i) Rolling-Assisted Biaxially Textured Substrate (RABiTS) and ii) unbuffered Invar 36 substrates. For route i), we started from commercially available Ni – 5 at.% W tapes which show an out-of-plane orientation of about 6° and an in-plane orientation of 5.3°; a RABiTS template for Fe(Se,Te) coated conductors was realized through CeO2 thin film deposition via Pulsed Laser Ablation. The buffer layer exhibits an out-of-plane and an in-plane orientation suitable for Fe(Se,Te) deposition and acts as a chemical barrier against Ni diffusion. Fe(Se,Te) thin films deposited on such a simple template show a superconducting transition at 16 K and very high upper critical field values. The transport critical current reaches values of 1.7 × 105 A/cm2 at 4.2 K in self field and is reduced by less than one order of magnitude up to 18 T, remaining isotropic with respect to the magnetic field direction. For route ii), we developed a suitable substrate with a sharp {001}<100> texture and a misorientation angle lower than 10°. Here the possibility of growing epitaxial thin films without any buffer layer was demonstrated. It was also shown that the presence of a Fe(Se,Te) seed layer can improve the in- and out-of-plane orientation of the film. In this case, the absence of a superconducting transition has been attributed to Ni poisoning of the Fe(Se,Te) phase.s deposited on simple metallic templates
Iron pnictide superconductors are very attractive for applications in the high magnetic field region, because of their large upper critical field, small anisotropy, etc. In the past few years, substantial efforts have been made to improve the transport performances of 122-type iron-based superconducting wires and tapes by ex-situ PIT technique. Recently, we have made further improvement in the high-field Jc of 122 type pnictide wires, which exhibited a transport Jc as high as 5.5×104 A/cm2 at 27 T, 4.2 K. The improved degree of texture and connectivity of grains are accounted for this large in-field Jc. At the same time, to reduce the fabrication cost and improve the mechanical strengths of superconducting wires and tapes, the sheath of the wires was optimized using Cu, Monel, and stainless steel in combination with Ag. For round wires, the highest Jc value reached 3.8×104 A/cm2 in Cu/Ag composite sheathed wires at 4.2 K and 10 T, obtained by the hot-isostatic-press technology. The 7-, 37-filament 122 wires and tapes were successfully fabricated by the PIT method, and these multifilamentary tapes exhibited weak field dependence of Jc. Based on the experience of high-performance short samples and multifilamentary wires process, high performance 100-m-long multifilamentary superconducting tape has been produced using the scalable rolling process, confirming the great potential for large-scale manufacture.
Superconducting joints are one of the crucial components to make iron-based superconducting wires or tapes successful for future high-field application. A process for fabricating superconducting joints between Sr1-xKxFe2As2 (Sr-122) tapes is developed for the first time [1]. The diffusion bonding of the iron-based superconducting joint was achieved by hot-pressing process in Argon atmosphere. The microstructures, superconducting properties, and element distribution in the connection areas were researched. The pressure and compressing time were optimized in order to enhance the transport current of the joints. The best transport critical current of 57 A was achieved at 4.2 K and 10 T; meanwhile, the critical current ratio of the joint was realized to be 63.3% (4.2 K and 10 T), which is the highest value of the iron-based superconducting joint reported so far [2]. These results clearly demonstrate that the iron-based superconductors are very promising for high-field magnet applications.
[1] Y. C Zhu, D. L. Wang, C. D. Zhu, H. Huang, Z. T. Xu, S. F. Liu, Z. Cheng, and Y. W. Ma, “Development of superconducting joints between iron-based superconductor tapes”, Supercond. Sci. Technol., 31 (2018) 06LT02.
[2] Y. C Zhu, D. L. Wang, H. Huang, G. X. Xu, S. F. Liu, Z. Cheng, and Y. W. Ma, “Enhanced transport critical current of iron-based superconducting joints”, Supercond. Sci. Technol., 32 (2019) 024002.
Keywords - iron-based superconductor, superconducting joint, transport properties, hot press
While the energy relaxation times (T1) of superconducting qubits have improved greatly since the birth of the field, much work remains to better understand the limitations on lifetimes and how best to extend them. It is widely observed that qubits exhibit time-dependent fluctuations of their T1 times, but the main sources of this process remain a mystery. Among the leading candidates are spurious resonant two-level systems in the dielectric surrounding the device, which are frequency-specific, and excess quasiparticles near the junction, which are not. We monitor the T1 fluctuations for the first two excited states of 3D flux-tunable transmon and fluxonium qubits and examine correlations between the decay rates. We measure T1 of the |e> state at a flux bias such that the |g> - |e> transition frequency matches that of the unbiased |e> - |f> transition. This allows us to resolve frequency dependence of the T1 fluctuations. We believe this is a helpful general tool to distinguish between the effects of dielectric and quasiparticle loss across a range of devices.
Dissipation engineering has emerged in recently years as a promising way to allow efficient control of complex quantum systems. The key ingredient for such dissipative quantum control is to synthesize non-trivial dissipation operators (jump operators), such as linear superposition of photon loss in two oscillators or (nonlinear) two-photon loss in one oscillator. In this talk we present experiments towards synthesizing various nonlinear jump operators across two oscillator modes. Our system employs a 3D cQED device architecture that has two quantum memory modes and one reservoir mode (potentially two) that are coupled via transom qubit(s). The system has shown the capability to couple two highly-coherent oscillator modes to a reservoir (readout) mode and to implement four-wave mixing. We leverage these coherent multi-body interactions to engineer cross-cavity two-photon driven dissipation, with further extension to arbitrary 2nd order polynomial of creation/annihilation operators of two cavities.
Superconducting qubit designs with topological protection against local noise hold the promise of significantly increased coherence times and higher gate fidelities than is possible with conventional qubits. We are developing one such protected qubit design — the hybrid charge-parity qubit — that combines arrays of conventional Josephson junctions and high, but not extraordinarily high, kinetic inductance nanowires made from disordered superconducting thin films arranged into plaquettes to form a \pi-periodic Josephson element. Creating this \pi-periodic Josephson element at the heart of a charge-parity qubit requires particular values of the Josephson energy and charging energy of the junctions and the inductive energy of the nanowires. By varying the magnetic flux in each plaquette, we demonstrate the ability to tune these structures between regimes of 2\pi and \pi periodicity with devices that embed the plaquettes into an rf SQUID.
Superconducting qubits are an attractive candidate for building quantum information processors. However, existing control techniques do not scale well to large multi-qubit arrays. A promising candidate for scalable control is the Single Flux Quantum (SFQ) digital logic family. In an initial single-chip implementation, the fidelity of SFQ-based qubit gates was limited by quasiparticle (QP) poisoning of the qubit. QP excitations created from the operation of the SFQ circuitry can be a source of decoherence and temporal instability in the qubit. In order to suppress QP poisoning, we have developed a multi-chip module with an SFQ driver on a classical control chip that is flip-chip coupled to a superconducting qubit on a separate quantum chip. We demonstrate SFQ-based coherent control of a transmon in this multi-chip module. In addition, we characterize the QP poisoning in these structures and compare with earlier measurements on single-chip implementations of SFQ-based qubit control. We discuss strategies for further mitigation of QP poisoning.
An informal workshop consisting of brief presentations and discussion of ongoing and planned worldwide digital library and database efforts related to cryogenic materials. For more information, please visit: https://www.cec-icmc.org/conference-program/special-sessions/#database.
Driven by global growth in demand for high-speed mobility, as well as a need to ensure profitability and sustainability of aviation into the future, it has been recognized that a strategic transition towards alternative propulsion and energy sources is necessary. To facilitate ensured energy availability and dramatic decreases in warming potential of commercial air travel into the future, a fundamental shift towards a cryogenic Hydrogen storage system for a full-electric transport aircraft concept is proposed. This concept leverages the high specific energy content of liquid hydrogen (LH2) with fuel cell energy conversion and an electrically-driven distributed propulsion system to provide an ultra-efficient propulsion drivetrain. For this concept, the LH2 system is not just used as an energy storage mechanism, but also as a cryogen to enable highly efficient superconducting electric systems. The end result of this concept is an integrated vehicle system with a quiet, efficient propulsion system that produces zero CO2, NOx, and particulate matter emissions at the vehicle level.
For such a concept to be feasible, significant progress in cryogenic and superconducting systems and technologies must be developed. In order to make novel advances in technology for cryogenic electrified propulsion systems and distributed propulsion air-vehicle concepts, a NASA-sponsored University Leadership Initiative was recently awarded to establish the Center for Cryogenic High-Efficiency Electrical Technologies for Aircraft (CHEETA). This presentation will provide an overview of the upcoming research activities supported through CHEETA, including several challenges, opportunities, and impact areas associated with next-generation cryogenic electrified aircraft propulsion technologies. The result of this research center aims to provide disruptive improvements in the rated and specific power of cryogenic electrical machines and power electronics, superconducting materials, cryogenic storage systems, fuel cell systems, complex electro-thermal multiphysics modeling, and electrified distributed propulsion integration and design.
Support from the NASA University Leadership Initiative is gratefully acknowledged.
Hydrogen has long been recognized as highly desirable for space transportation. The primary advantage of hydrogen for space applications is that in chemical or thermal propulsion systems, the exhaust products are of low molecular weight and accelerate readily. This results in very high specific impulse (propulsive efficiency). The key challenges with hydrogen applied to space propulsion are its low storage density, even as a liquid, and loss of propellant due to environmental heat induced boil-off. This presentation will briefly discuss the historic development of chemical hydrogen (and oxygen) space propulsion systems, ranging from the Saturn V upper stage and Centaur upper stage in the 1960s, the Space Shuttle and Space Launch System (SLS). Several international hydrogen based launch vehicle applications will be discussed as well. The presentation will then discuss the current goals for sustainable crewed exploration of the moon, and ultimately Mars, and how hydrogen propulsion can support those goals. Potential applications discussed include in-space transfer and refueling vehicles, landers and surface transportation. These missions bring particular challenges for long duration, minimal or zero-loss storage and in-space transfer of the hydrogen in microgravity. While past space transportation vehicles have used hydrogen for chemical or cold gas propulsion, thermal or electric propulsion technologies are being considered for missions in the more distant future for increased efficiency.
Historically, NASA has performed many large scale hydrogen ground test to measure the performance of technologies such as insulation, pressure control, line and tank chill-down including venting of vapor. More recently, NASA has focused on the development of numerical codes to predict the performance of these systems and the fluid and thermodynamics within the tanks themselves. Development of predictive models has been carried out at both the multi-node and computational fluid dynamics level. These two different numerical tools can capture different levels of physics that occurs within the systems that contain and transport two-phase Liquid Hydrogen. Over the past decade, the predictive models were validated against multiple LH2 experiments and can now be used to predict how future NASA systems requiring LH2 will perform.
In Japan, aiming for low emissions of aircrafts, the national project for the development of electric propulsion systems began last June. First fully turbo-electric propulsion systems for e-aircrafts have been conceptually designed. Output power was set to 20 MW for aircrafts with around 150 passengers, such as B737. The propulsion system is composed of fully superconducting generators, motors, cables, cooling system and also inverters which can operate at cryogenic temperature. If necessary from the viewpoint of dielectric strength, superconducting transformers also should be installed between generators and inverters. Whole of the superconducting propulsion system is cooled by forced-flow subcooled liquid nitrogen at 65 to 75 K. The fuel was supposed to be LNG in the near future and LH2 in the distant future. The weight and size of the constituent machines and devices were estimated after electrical and mechanical design with some assumption. Next the weight and volume of the required fuel, AC loss generated in the superconducting windings and the total efficiencies were quantitatively estimated by making a theoretical consideration and a numerical simulation. As a result, it was concluded that the output power density of the electric propulsion system in total may attain to 10 kW/kg. In addition, the body of B737-series aircrafts can have whole of the designed propulsion system on board. In this conference, we will report the details.
The aerospace industry is the last transportation industry to implement hybrid-electric technology for propulsion. Nearly exponential growth is occurring recently for electric aircraft propulsion, with reportedly with more than 300 startup companies worldwide formed in the last 2-3 years, and supported by Airbus, Boeing, Embraer, Rolls Royce, Uber, Google, Intel, and others. A 6-9 passenger aircraft being developed by Eviation will fly 650 miles, which exceeds the range of more than 50% of 4.5 Billion flights worldwide. Electric propulsion is understood to enable new capabilities and advantages, such as reduction of energy use and operation costs 6-10x or more, alternate and lighter structural designs, and development of new industries such transport between regional/inter-city hubs by vertical-take-off-lift (VTOL). Electric propulsion will be especially important to countries or remote localities with limited access to carbon-based fuels, and where other transport methods such as auto or sea can be painfully slow and expensive.
This paper will summarize recent progress in this field, and present how superconducting/cryogenic is the only demonstrated technology available to overcome fundamental limitations of ‘conventional’ technologies from high heat loss and weight. The aerospace industry is especially sensitive to size-weight-and-power-loss (SWaP), and the development of cryogenic electric-power drivetrains is expected to provide significant advantages and system-level benefits. Electric drivetrain components to be reviewed include generators and motors, power transmission cables, power storage devices including Li-batteries and superconducting magnetic energy storage (SMES), power electronics including inverters, and critical supporting technologies. Properties of cryogenic systems and components will be compared to ‘conventional’ technology, and the effect of different cooling options may be considered.
Acknowledgments: The Air Force Office of Scientific Research (AFOSR) and LRIR #18RQCOR100, and the U.S. Air Force Research Laboratory Aerospace Systems Directorate (AFRL/RQ).
Superconducting qubits are coherent artificial atoms assembled from electrical circuit elements and microwave optical components. Their lithographic scalability, compatibility with microwave control, and operability at nanosecond time scales all converge to make the superconducting qubit a highly attractive candidate for the constituent logical elements of a quantum information processor. In this talk, we review the progress and challenges of engineering superconducting quantum computing implementations.
Future large-scale quantum processors (i.e. 100s of qubits), especially those based on superconducting circuits, will require large cooling powers (~10s of microW) at very low temperatures (<50 mK) with stringent temperature stabilities to avoid quantum decoherence and thus guarantee successful operation of such systems. One attractive option for providing this cooling is through Continuous Adiabatic Demagnetization Refrigerators (CADR). Scalable state-of-the-art CADRs at NASA’s Goddard Space Flight Center have successfully shown to lift 6 μW of heat at 50 mK with a 1 μK temperature stability while rejecting its heat to a cryocooler at 4K. Carefully planned and proper heat sinking of cables, attenuators, and microwave components at various temperature stages (between 4K and base temperature) is critical in the cooling architecture of quantum computers and can be provided through proper staging of each unit within the CADR system. As an alternative method of cooling, dilution refrigerators with the potential to meet cooling requirements of emerging large-scale quantum processors are also discussed.
Quantum information processing in the microwave domain will require large numbers of high quality, well-controlled qubits. Construction of such a system as a monolithic block presents a host of design, engineering and characterization challenges. An appealing approach is to build complexity with many smaller, independently testable modules, connected together in a network. A promising way to further simplify the modules of the network is to use superconducting microwave cavity resonators as qubits, which allow for redundant encoding of information in a single mode. This talk will discuss how quantum information can be encoded in superconducting cavities in robust ways, with errors which can be rapidly checked for and corrected. Also included will be a demonstration of a primitive network of cavity-based modules, and design and manufacture of superconducting cavities of a reduced form factor, which can be used in multi-layer integrated quantum circuits.
Superconducting quantum processors are controlled and measured in the analog domain and the design of the associated classical-to-quantum interface is critical in optimizing the overall performance of the quantum computer. Control of the processor is achieved using a combination of carefully shaped microwave pulses and high-precision time varying flux biases. Measurement of quantum states is typically achieved using dispersive readout, which requires a low-power pulsed microwave drive and a near quantum-limited readout chain. For control of a single qubit, a typical system employs two high-speed high-resolution (e.g., 1 Gsps/14 bit) digital-to-analog converters (DACs) and a single-sideband modulator to generate microwave control pulses. A third DAC with similar specifications is used for flux-bias control. A typical readout channel may service on the order of five qubits and contains yet another pair of DACs, with a single-sideband modulator employed to generate a stimulus signal. For measurement, the readout chain also employs a series of cryogenic amplifiers followed by further amplification, IQ demodulation, and high-speed digitization at room temperature. For today’s prototype systems with on the order of 50-100 qubits, keeping most of the electronics at room temperature makes sense. However, achieving fault tolerance—a long term goal of the community—will require implementing systems with on the order of 1e6 qubits and today’s brute force control and readout approach will not scale to these levels. Instead, a more integrated approach will be required.
In this talk, we will present a review of recent work towards implementing a scalable cryogenic quantum control and readout system using silicon integrated circuit technology. After motivating the work, we will describe key challenges in implementing such a system. Two examples of cryogenic integrated circuits will be presented: ultra-low-power LNAs for qubit readout and low-power CMOS pulse modulators for quantum control. The talk will conclude with a discussion of future work.
The production of high-temperature superconductors (HTS), specifically REBCO coated conductors, has recently reached commercial maturity at the scale and performance required to build large bore, high-field magnets which would enable a breakthrough opportunity to accelerate fusion energy. The key performance metrics in a tokamak, the leading fusion energy concept, scale as the strength of the magnetic field available to confine the plasma to the third or fourth power times the volume of the device. One of the most important consequences of these scalings is that increasing the magnetic field in a tokamak enables a dramatically smaller device to demonstrate net-energy production. A reduction in size is accompanied by important reductions in cost, timeline, and organization complexity required to construct and operate the device, enabling a net-energy fusion device to be constructed at university or private company scale through innovative private funding models. MIT and Commonwealth Fusion Systems (CFS), a new startup company focused on the rapid commercialization of fusion, are jointly pursuing a privately-funded, accelerated approach to demonstrate the feasibility of fusion energy. The approach relies on starting at the scale and speed required to rapidly demonstrate a new generation of high-field, large-bore, REBCO-based superconducting magnets and then incorporating those magnets into a compact net-energy tokamak called SPARC that will demonstrate net fusion energy gain. This talk will present the advantages of high magnetic field fusion physics and engineering and the approach to its technological foundation built on the design and demonstration of large-bore, REBCO-based superconducting magnets, as well as highlight the cryogenic materials challenges and opportunities of this new approach to fusion energy.
The cryogenics group at NASA’s Goddard Space Flight Center has a long-standing development and test program for laboratory and space-flight adiabatic demagnetization refrigerators (ADRs). These devices are used to cool components to temperatures as low as 0.05 K. At such low temperatures the ADR systems can provide a few micro-Watts of cooling power, so it is important to minimize the conduction of heat to these cold stages from the surroundings. The cold ADR elements are held in place by thin tensioned strings made of Kevlar, chosen for its high strength and stiffness and low thermal conductivity. During laboratory testing, we have observed that occasional significant additional heat loads on the coldest ADR stages correlate with unusually high vibration levels in the cryostat due to a noisy mechanical cryocooler. We theorized that this heat results from plastic deformation of the Kevlar fibers and frictional interactions among them, driven by the cryostat vibrations. We describe tests and calculations performed in attempt to confirm this source of the heating, and we discuss possible strategies to reduce this effect in future ADR suspension systems.
The cryogenics and fluids branch at NASA’s Goddard Space Flight Center is currently developing a high-efficiency, vibration-free, flight-worthy Continuous Adiabatic Demagnetization Refrigerator (CADR) that consist of two modular units: one that lifts ~6 microW at 50 mK while rejecting its heat to a 4 K thermal sink, and another unit that provides a constant 4 K cooling stage while rejecting its heat to a thermal sink at 10 K. The two units are linked together via a 4 K common platform. This paper discusses the status report on the thermodynamic performance of the 4 -10 K ADR. This ADR utilizes an Nb3Sn superconducting magnet and Gadolinium Gallium Garnet (GGG) as its refrigerant. Results show that an idealized cycle, one where its hold time at 4 K is equal to the recycle time, can lift 13 mW at 4 K with a hold time of 132 seconds.
A solution for a “vibration-free” Joule-Thomson cooler using a sorption compressor is presented to answer the needs of potential future Earth Observation IR missions with low micro-vibration levels requirements from the European Space Agency.
The adopted solution includes a closed cycle J-T cooler, using nitrogen as working fluid with an expected cooling power of $1.5$ W @ $80$ K. The fluid circulation is achieved by cycles of adsorption/desorption using metal organic framework sorbent materials.
A detailed design and manufacturing of an elegant breadboard model based on the various stringent requirements (temperature range, lifetime, consumption etc.) is shown.
The characterization and validation of the vibration-free cooler components was already carried out: preliminary results and its engineering challenges are presented.
This work was supported by ESA contract 4000114171/15/NL/KM and by FCT (Portugal) under contracts UID/FIS/04559/2013, IF/01016/2014, SFRH/BPD/103533/2014, FCT/MCTES, UID/QUI/50006/2013 and PT2020, POCI-01-0145-FEDER-007.
We describe the design and testing of the Cryogenic Flex Cable (CFC) delivered for the Near-Infrared Spectro-Photometer (NISP) instrument for the ESA Euclid mission. The Euclid spacecraft is scheduled for launch in the summer of 2022. It will observe ~1/3 of the total sky using a telescope with 1.2m SiC primary mirror, passively cooled to ~125K, and containing Visible Imager (VIS) and NISP focal plane instruments, from an orbit at the Earth-Sun L2 lagrange point. At the heart of the NISP instrument is a 4X4 mosaic focal plane of Teledyne H2RG infrared detector arrays held at 100K. The CFC described here are designed to link each detector array to a dedicated packaged cryogenic electronics assembly held at ~137K with minimal heat leak to the 100K stage and to withstand handling and launch vibrations. Prototype CFCs were developed and tested by Teledyne. The final 7-layer CFC flexible printed circuit boards and Airborn nanoconnectors were provided by Teledyne and assembled for flight at the Jet Propulsion Lab (JPL). Two flight qualification CFC were made and subjected to thermal conductance, thermal emissivity, thermal cycle, survivability to bend, vibration and normal mode testing at JPL. The flight CFC were subject to bake out and thermal cycle at JPL and then tested with the flight detectors and electronics at Goddard Space Flight Center’s Detector Characterization Lab. The results of the qualification tests as well as the measured characteristics of the 39 flight CFC will be summarized.
A high Technology Readiness Level cryocooler with significant cooling in the 2K to 4K regime will enable a variety of missions ranging from large infrared space telescopes to superconducting and quantum applications. The cryocooler for the MIRI instrument on JWST was designed for operation at 6K, and with relatively minor changes this design can achieve significant lift in the 2K to 4K region. This paper provides curves of predicted lift vs power for a variety of operating temperatures, based on the model anchored by tests of the MIRI cooler. The modifications are described, and their mass impacts are estimated. These mass and performance estimates enable payload and mission planners to explore new mission classes.
CERN operates and maintains several large cryogenic systems including those serving the LHC complex and its associated detectors, together with cryogenic Test Facilities and distribution services. Outsourcing of Operation and Maintenance to an industrial partner was implemented in 2016. It allows the cryogenics group to activate different level of services starting from basic technical support up to full delegation with result oriented obligations for availability and helium inventory management by means of dedicated contractual key performance indicators. After almost three years from the implementation of this complex service contract in a context of intensive Operation & Maintenance campaigns of CERN accelerators, detectors and test facilities, this paper will report on the obtained results, emphasizing on technical, organizational and economic performance. Additionally the paper intents to share lessons learned from the implementation and follow-up of such major outsourcing. Finally the paper will describe the expected evolution of specific needs with respect to the provided services during the Long Shut Down 2 (2019-2020) of the CERN accelerators, detectors and test facilities, including the phase of resuming operation of the cryogenic plants and ancillary infrastructure.
In the framework of a world-wide international collaboration, the FCC-hh, a 100 TeV hadron collider in a 100-km long tunnel, is proposed as a future circular collider beyond LHC at CERN offering the broadest discovery potential at the energy frontier.
For such high performance hadron collider, the cryogenic system has to distribute very large cooling capacities all along the 100-km tunnel for the superconducting magnets continuously cooled at 1.9 K and for the beam screens operated between 40 and 60 K. The required total cooling power will be produced in 10 refrigeration plants with a unit equivalent capacity of 100 kW at 4.5 K, up to 4 times larger than the present state-of-the-art. Half of the entropic refrigeration load is due to the synchrotron radiation produced by the high-energy proton beams and deposited on beam screens actively cooled around 50 K. This non-conventional thermal load distribution is an additional challenge for the FCC-hh cryogenic system. Furthermore the cryogenic system has also to cool down the cold mass of the FCC-hh machine in less than 20 days with controlled thermal gradients in the cryo-magnets and beam screens.
Based on preliminary design works from research institutes, an engineering study was performed with world-leader industries to assess a preliminary conceptual design for the FCC-hh cryoplants with industrial solutions and innovative technologies. The present paper recalls the FCC-hh cryogenic requirements and presents the main results of Air Liquide study confirming the novel precooling refrigeration option down to 40 K.
The Large Hadron Collider (LHC) operates using superfluid helium provided by eight large refrigeration units (2.4 kW @ 1.8 K each). These units supplied by specialized cryogenic industrial suppliers are composed of serial hydrodynamic cold compressors based on an axial-centrifugal impeller coupled with volumetric warm screw compressors.
The process control systems delivered by the suppliers have been installed, commissioned and operated reliably for more than 13 years. However, the implemented process control closed configuration approach limits of the operational diagnostic, and required operational flexibility and adaptability of the cold compressors systems. In the frame of the CERN evolution of process control standards, the LHC cryogenic operational requirements together with the end of electronic components life cycle has motivated an upgrade of the whole process control system.
Through a step-by-step analysis process including the initial operational risk analysis, CERN has conceived and engineered two prototypes with their dedicated functional analysis and process control logic to cover the complete range of system operation. These prototypes have been initially fully tested in an off-line configuration and after that validated in real system operation.
This paper presents the whole process, the successful results obtained and the perspectives for the future deployment during the LHC Long Shut-Down 2 (2019-2020) period.
The accelerator cryoplant (ACCP) providing the cooling for the cryomodules and the cryogenic distribution system for the cold part of the ESS proton linac is being built and commissioned at the European Spallation Source (ESS) in Lund, Sweden. The ACCP warm compressor system (WCS) consists of several compression stages. The sub-atmospheric pressure stage (SP) is used to compress helium coming from the cold compressors directly to middle pressure (MP) level. The low pressure stage (LP) compresses the helium from LP level to the same MP level, being merged with additional flow from the cold box and the flow from the SP stage. The total flow is compressed in a single compression stage (HP) from MP to HP. The oil-flooded screw compressors are chosen in a way that the flow in each stage SP, LP and MP is compressed by a single screw compressor. Both, SP and LP compressors are equipped with a variable frequency drive (VFD) to adapt the compressor capacities to the various load cases.
The ACCP had been contracted to Linde Kryotechnik AG in 2015 and all compressors are made by the Aerzener Maschinenfabrik GmbH, Germany. Following successful installation and commissioning in 2018, the final 100 hours test run at maximum nominal design condition and the part load tests under various ACCP operation modes were carried out at the beginning of 2019. The key parameters, including mass flow, power consumption, isothermal and volumetric efficiencies, are well fulfilled with the design data. The paper describes the system features, project challenges, lessons learned and acceptance test results.
RAON is a heavy-ion accelerator under construction by IBS (Institute for Basic Science) in Daejon in South-Korea. The aim of the project is to explore the origins of chemical elements, to study new isotopes and to perform research on applied medical and new materials using rare isotopes. For the second linear accelerator (LINAC), a cryogenic plant of 4 kW @ 2.05K will be necessary to maintain the cavities in superconducting state. This presentation details the basic design of the cryogenic plant supplying the cold power to the cavities. Process operations, main challenges and solutions set up to address these challenges and requirements will be described in the presentation.
The ITER Cryodistribution (CD) system distributes cryogenic cold power equivalent to 75 kW at 4.5 K and 1300 kW at 80 K, from the cryoplant to the applications, namely superconducting magnets, cryopumps etc. The Cryoplant Termination Cold Box (CTCB), which is the largest CD cold box, interconnects 3 liquid helium (LHe) plants, two 80 K helium plants, 1 LHe tank at one end, and 5 auxiliary cold boxes, thermal shield cooling system at the other end. CTCB plays a pivotal role in distributing cold helium fluid with highest mass flow rates of 4 kg/s coming from one of the 80 K plant. The physical connection between CTCB and different applications is made through total 9 cryolines having outer diameters ranging from 0.45m to 1.0m. The CTCB, with ~20 m length, 3.5 m diameter and 70 tons of weight, has been designed to operate for various temperature levels i.e. 4K, 50K and 80K, manufactured and assembled with various large size components such as electrical heater of 600 kW capacity, cryogenic control valves of DN200, bubble panel stainless steel thermal shield etc.
The CTCB has been designed, analyzed considering the fulfilment of its functional, thermo-structural requirements under various load conditions i.e. Seismic, loss of insulation vacuum, having interface loads of ~100 tons which is about 1.4 times of overall weight itself. The CTCB components & subsystems have been manufactured and factory tested individually in various locations in Europe as well as in India and then assembled at one place. It has been also integrally tested, which majorly includes helium leak & pressure test, all functionality checks of instruments etc. The factory test also included functional test of mini CODAC & complete PLC program. This paper describes challenges involved in design, fabrication, assembly and factory acceptance test (FAT) and how they were resolved. The status of CTCB and experiences gained during design, fabrication, assembly & FAT with final outcome and results complying with all requirements are also reported.
The development of Turbo-Brayton technology started in 2007 with the goal to provide efficient and reliable solution for the cooling of HTS cable. Since then, several units have been manufactured, tested and operated for many different applications, as the temperature range covered by the technology is very wide, ranging from 20K to 200K. In August 2018, the first operation of a Turbo-Brayton at 67K has been done in Air Liquide Advanced Technologies facilities. TBF-175 was selected to provide 7.5kW@67K for the cooling of a HTS cable in Korea. The TBF has been tested on a test bench, and then commissioned in October in Korea. The COP of 0.086 of the TBF-175 was measured and operation scenarios have been validated successfully.
Origins is a Mid IR to Far IR Astrophysics Flagship (multi-$B) Mission that has been studied over the last 2 years by NASA for potential flight in the mid 2030’s. The wavelength range of interest for this mission is 3 to 600 microns, with an objective of having a noise floor of the sky background for this range. This means cooling the telescope to nearly 4 K. The telescope size/collecting area is set by the proposed transiting exoplanet spectral survey at a minimum of 5 meters in diameter. This is about the size of the James Webb Space Telescope, but 10 times colder. This paper describes the architecture and selections made, and technology paths for cooling the telescope, instruments, and detectors to reach a sensitivity in the far-IR that is 4 orders of magnitude better than anything flown before.
The RESOLVE instrument on the upcoming XRISM mission is a rebuild of the SXS instrument that successfully demonstrated high resolution X-ray spectroscopy on the Hitomi mission using a microcalorimeter array at 50 mK. As with SXS, the RESOLVE instrument requires High Temperature Superconductor (HTS) lead assemblies to carry high current to the Adiabatic Demagnetization Refrigerator (ADR) while meeting a very stringent heat conductance budget. For the RESOLVE HTS lead assemblies, we have used new materials and processes to improve the stability and consistency of solder joints to the HTS material. We have also designed a new thermal strap that eliminates stress concentrations on the HTS tapes. We present the results of testing on the engineering model and flight model units, as well as the results of long term testing on prototype solder joints.
J. Cha, B. Carroll, J. Rodriguez, K. Maynard, M. Romero
The ECOSystem Spaceborne Thermal Radiometer Experiment on Space Station (ECOSTRESS) instrument, launched on June 28, 2018, has completed six months of operation in space. ECOSTRESS is a multispectral thermal infrared imaging spectrometer and its primary mission is to investigate and understand how climate change affects water and carbon usage on Earth. The thermal control subsystem consists of a combination of active and passive components to maintain the instrument components within the allowable flight temperature limits. Its focal plane detector is cooled to 65 K by a pair of mechanical crycooolers and a third mechanical cryocooler cools an intermediate cold shield to 135 K. The waste heat generated by the cryocoolers and electronics, is removed through non-planar cold plates and tube-on plate heat exchanger, which are cooled by a circulating pumped fluid loop inside JAXA’s JEM-EF module. The waste heat collected by the JEM-EF is exchanged with a fluid loop that circulates through radiators located on the exterior of the Space Station. This paper provides an overview of the thermal control system architecture, key design drivers, thermal design and analysis approach, and on-orbit thermal performance results.
Absolut System is building a 40K vibration-free cooler for ESA earth observation program. This application required small cooling power in the 40K temperature range but extremely low exported vibration level, high efficiency and mass competitive technology.
In addition, a scale-up of the product is on-going to offer a lightweight solution for superconducting motors for hybrid-electric propulsion system. The hybrid-electric propulsion system for transport aircraft required extremely high power to mass ratio and the turbo-Brayton cooler offers a very competitive solution.
Finally, the turbo-Brayton technology is also a candidate for electrical propulsion system. This market combine the constraints of the earth observation system and the HTS application for electrical propulsion on-board transport airplane. Asbolut System is then working to combine the two developments toward an integrated solution for electrical propulsion.
Current proposed NASA missions to Moon and Mars involve producing cryogenic propellant in-situ to reduce launch mass and requirements. One technique for liquefaction of the gases produced through electrochemical processes is to circulate cold gaseous neon or helium through broad area cooling tubes attached to the outside of the propellant tanks. To determine the performance of this liquefaction process, tests are being conducted at NASA-Marshall Space Flight Center in a 4.25 cubic meter tank with a broad area cooling network. A transient computational fluid dynamic code coupled with a thermal model of the tank and its cooling loops is developed in Thermal Desktop to compare against the results of these tests. Details of the model and the model predictions and comparison to experimental data from recent liquefaction tests are presented here.
The implementation of polymer films as cryogenic propellant bladders could mitigate sloshing in a microgravity environment. However, prior research into cryogenic bladders was discontinued in the 1970s due to reportedly high permeabilities of hydrogen and helium through polymer films at cryogenic temperatures. These permeabilities differed from the Arrhenius relation by increasing as temperatures lowered. A hypothesis for this increase was that the comparatively large thermal de Broglie wavelengths of hydrogen and helium at cryogenic temperatures allowed for an increased particulate hopping rate and bulk permeation. Testing of this hypothesis was completed by characterizing the helium permeability of PET, Kapton, Ultem, PEEK, and EVOH polymer films between 190 – 30 K with a calibrated helium mass spectrometer. Results indicate that the permeabilities of each polymer followed the Arrhenius relation until permeation rates dropped below the sensitivity of the mass spectrometer. Below 100 K, the permeabilities were negligible: under this threshold, the design of cryogenic bladders is insensitive to the permeabilities of these films. An explanation for why the historic permeation measurements likely deviated from Arrhenius type behavior is also provided.
Earth’s Moon harbors valuable water ice deposits within the permanently shadowed regions (PSR) of craters and possibly other geological features. Of primary value in the water are the molecular hydrogen and oxygen constituents useful as spacecraft propellants, fuels to generate power, and life support to enable mankind’s further exploration of the solar system and beyond. Acquiring the water resources is extremely challenging due to the extreme low-temperature and vacuum environment on the Moon. Without full knowledge of the geological makeup and physical properties of the water-bearing regolith resources, an intelligent drilling system is being developed to characterize and adapt to the range of material properties that may be present. Cryogenic engineering is playing a significant role in this specialized technology development, not only with material design considerations, but also in design of experiments and test methods to explore and capture the practical limits of both the drilling systems and the potential Lunar resources.
This presentation discusses recent research and technology development at the NASA Glenn Research Center on superconducting electric machines. Specifically, the presentation will discuss the design, development, operation, and test capabilities of a superconducting coil testbed to measure alternating current (AC) losses for both low- and high-Tc superconductors. AC losses are important in the design of electric stators and rotors, power transmission lines, transformers, fault current limiters, magnets, and superconducting energy storage (not batteries). The new rig will allow superconducting testing across a wide range of test parameters, including injected current up to 400 A, frequency (0 to 400 Hz), magnetic field (0 to 0.6 T), phase angle between induced voltage and injected current (–180° to 180°), and coil coolant temperature (18 to 95 K). While the target application of interest is 20 K superconducting MgB2 stator coils for future electric machines, the rig can accommodate test articles (TAs) with straight wire, tape, cables, coils of any shape, any allowable combination of superconducting wire and fluid (e.g., yttrium barium copper oxide (YBCO) coils and liquid nitrogen), and AC or direct current (DC) testing. The presentation will also discuss recent developments in power electronics.
Superconducting power systems, a promising technology for electric aircraft and all-electric ships, are expected to have many power conversion stages among generators, transmission cables, storage devices, and loads. However, the current technology does not allow power conversion stages to be operated at cryogenic conditions. The lack of such technology deteriorates the overall system efficiency by heat leaking from ambient as electric current exits and enters cryogenic and ambient sections of the system. Therefore, minimizing the number of cryogenic-to-ambient interfaces is important for maximizing system efficiency.
As power semiconductor devices are the main components of power converters, being able to operate these devices at cryogenic conditions is crucial. To enable such capabilities, we characterized the dynamic and static performance of insulated-gate bipolar transistors (IGBT) at room temperature and 77 K. Forward voltage drop and turn-on/off characteristics were investigated at current up to 180 A and voltage as high as 1.0 kV. The cryogenic experiment was designed and built such that moisture condensation is prevented between cryogenic experiments. Such design enabled the multiple iteration of the cryogenic experiment without damaging the power semiconductor device.
The main purpose of this study is to identify megawatt-scale power semiconductors that perform well electrically, thermally, and mechanically at cryogenic conditions. The experimental results provide clearer understanding on the cryogenic use of press pack IGBT’s. Furthermore, the results contribute to the materialization of megawatt-scale cryogenic converters for electric aircraft and electric ships.
Inductors typically consist of copper or aluminum windings around magnetic cores. However, as magnetic cores are not suitable for cryogenic applications due to substantial eddy current loss generated by reduced core resistivity at cryogenic conditions, coreless inductor designs are preferred for cryogenic applications.
In this paper, we report the electrical performance including ampacity and energy density of inductors designed for liquid-nitrogen-cooled cryogenic power applications. The main purpose of the study is comparing the ampacity and energy density of cryogenic inductors compared to their room temperature (RT) counterparts. Although magnetic cores are absent in the cryogenic inductors, the substantially increased conductivity of the windings at cryogenic and the superb cooling capability of liquid nitrogen significantly increase the ampacity of the conductors, which enables the use of thinner conductors that provides higher inductance per volume and mass. In addition, the absence of magnetic cores substantially reduces the weight of the cryogenic inductors, which is a crucial factor for aircraft and shipboard applications.
For the experiments, coreless inductors are designed for both RT and 77 K. The RT design is built with copper conductors of 1.291 mm diameter while the 77 K design is built with that of 0.16 mm diameter. The ampacity of the two inductors is managed to be identical by controlling the number of windings for the 77 K design. We also designed an RT inductor with a magnetic core and compared its inductance to that of the same inductor without a core designed for 77 K.
The results of this study show the feasibility of utilizing inductors at cryogenic conditions. The findings contribute to the materialization of cryogenic power electronics technology.
High temperature superconducting (HTS) devices enable high current densities to be achieved. For some applications the required operating temperature is less than 50 K and gaseous helium (GHe) is utilized as the cryogen instead of the commonly used liquid nitrogen. These applications include devices with MgB2 as the superconductor, and for HTS motors, generators and, magnets which operate with a higher internal magnetic field and require the lower operating temperature to achieve the necessary high current density. To achieve high power density, HTS devices need to operate in the medium voltage range between 5-20 kV. Advertently or inadvertently the cryogen will form part of the electrical insulation system of the HTS device and the low dielectric strength of GHe limits the operating voltage of GHe cooled HTS devices to less than 10 kV due to partial discharge. Our research over the last few years has focused on understanding the intrinsic dielectric properties of GHe and developing insulation materials and designs to increase voltage ratings of GHe cooled HTS devices. We discovered that adding small mol% of hydrogen to GHe significantly increases its intrinsic dielectric strength. It is now necessary to understand how this improvement relates to improving the voltage rating of GHe cooled HTS devices. The limiting voltage rating for a HTS device is not expected to be intrinsic breakdown through the gas but instead through other mechanisms like partial discharge or surface flashover, which occur at a significantly lower voltages than the breakdown. Surface flashover is electrical breakdown at the interface between the conductor and two electrical insulation materials with different electrical properties. This paper describes out efforts on understanding the relationship between the surface flashover and the combination of the dielectric strength of GHe and commonly used solid insulation materials for cryogenic temperature applications.
Electrical energy storage devices are critical components of electric power systems of every aerospace vehicle. They are needed for many functions, such as an energy source for electric-vehicle (EV) propulsion, as an electrical accumulator unit (EAU) to handle 2-3x higher-than-average transient loads both on/off the power buses, for emergency power during system failure, and to provide high-power for pulsed loads. Superconducting-magnetic-energy-storage (SMES) devices offer unique features for aerospace applications including the highest power densities of any technology > 100 kW/kg for both charge and discharge, 100% storage efficiencies for unlimited times, and virtually no degradation for up to 10^8 charge/discharge cycles for some designs.
This paper will describe about the research and development of SMES for electric aircraft propulsion, and provide a recent update on the performance of SMES and large magnets being built. The development of supporting technologies needed to integrate SMES into aerospace vehicles will be presented. In-house computation of the design of SMES devices optimized for mass-specific energy densities will be shown, and compared with devices presently existing or being developed. The energy density of SMES was traditionally < 10 Wh/kg, however recent computational investigations indicate the energy densities could reach > 100 Wh/kg and be competitive with Li-batteries.
Acknowledgments: The Air Force Office of Scientific Research (AFOSR) and LRIR #18RQCOR100, and the U.S. Air Force Research Laboratory Aerospace Systems Directorate (AFRL/RQ).
The trend to all digital processing and software defined radio receivers was driven by a lack of flexibility, reliability and loss in the analog processing block of receivers. While the flexibility of software defined radio is clear, cryogenic temperatures offer an opportunity to exploit lower thermal noise in standard components and increase overall system efficiency and performance by utilizing the superconductivity. To date, individual cryogenically cooled components have been studied, in some cases very well, but the opportunity to exploit cryogenic cooling throughout the receiver chain is neither well documented or exercised broadly. Further, as computing looks toward a new era, specialized computing is becoming more acceptable. This provides a further opportunity for analog processing, and some processor do already exist. Finally, the full exploitation of cryogenic cooling suggests utilizing both analog and digital techniques to process within the system construct of a typical low temperature cryocooler. This talk will suggest opportunities as well as benefits for improving system performance through analog signal processing.
It is well established that superconducting materials will emit microwave/terahertz radiation when illuminated with a femtosecond infrared laser pulse. Typically this phenomena is examined by illuminating a voltage biased superconducting thin film bridge. In this investigation an inductively charged superconducting thin film ring is considered. We believe the configuration lends itself to a simple compact microwave emitter device as the antenna plays the part of the waveguide and power supply, and contact heating between the current leads and the superconductor are now eliminated. We find that the emitted energy of this system displays a power-law dependence with increasing current, laser energy, and illumination area. The rings also display a frequency dependence on the system dimension, a well-defined polarization direction, and a radiation pattern similar to that of an electrically large loop antenna. Results illustrate the rich and complex dynamics that span the optical, terahertz and microwave regimes.
As superconductor digital integrated circuits (ICs) mature to productization, they require rapid evaluation of multiple copies to obtain statistical operational data. These data are used for assessing model-to-hardware correlation and facilitate iterative IC design development. The Integrated Cryogenic Electronics Testbed (ICE-T) is a cryogen-free test platform, which can test multiple chips simultaneously with similar convenience to a liquid-helium immersion probe and cool-down times of between 3.3 to 4.5 hours. We have developed a three-chip insert to increase the volume of chip testing which allows simultaneous cooling of six chips with two such inserts. We report the results of test statistics collected from 27 chips across a single wafer. We have also used the ICE-T’s temperature control system to evaluate chips in the 3.5 - 6 K range. Such evaluation determines the robustness of circuit design and its tolerance to critical current fluctuations due to fabrication variation.
